Dostałeś ofertę na wykrawanie. Cena za sztukę wygląda dobrze. Ale czy to na pewno jest „koszt wykrawania”?
Dodaj koszt wykrojnika. Dodaj transport detali do galwanizera. Dodaj czas, który Twój kupiec spędzi na koordynacji trzech podwykonawców. Dodaj dwa tygodnie opóźnienia, bo zewnętrzna narzędziownia ma kolejkę na regenerację. Dodaj reklamację, w której tłoczarnia mówi „u nas było OK”, a galwanizer mówi „przyszło krzywe”.
Ile teraz kosztuje ta sztuka?
Ten artykuł rozkłada koszt wykrawania na siedem składników – dwa widoczne i pięć ukrytych. Po jego przeczytaniu będziesz wiedział, z czego naprawdę składa się koszt detalu wykrawanego, jak policzyć próg opłacalności narzędzia i na co uważać, porównując oferty dostawców.
Opieramy go na doświadczeniu z produkcji detali wykrawanych dla branży automotive, elektrotechnicznej i AGD – realizowanej w modelu, w którym wykrawanie, tłoczenie, galwanizacja, mycie, kontrola i dokumentacja PPAP dzieją się pod jednym dachem.
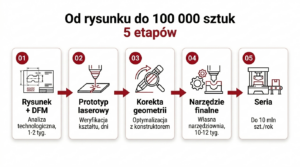
Pełny opis procesu wykrawania krok po kroku – od rysunku po dostawę – znajdziesz w przewodniku: Wykrawanie metali na prasach do 100 ton: kompletny przewodnik.
Siedem składników kosztu wykrawania – ile z nich widać w ofercie?
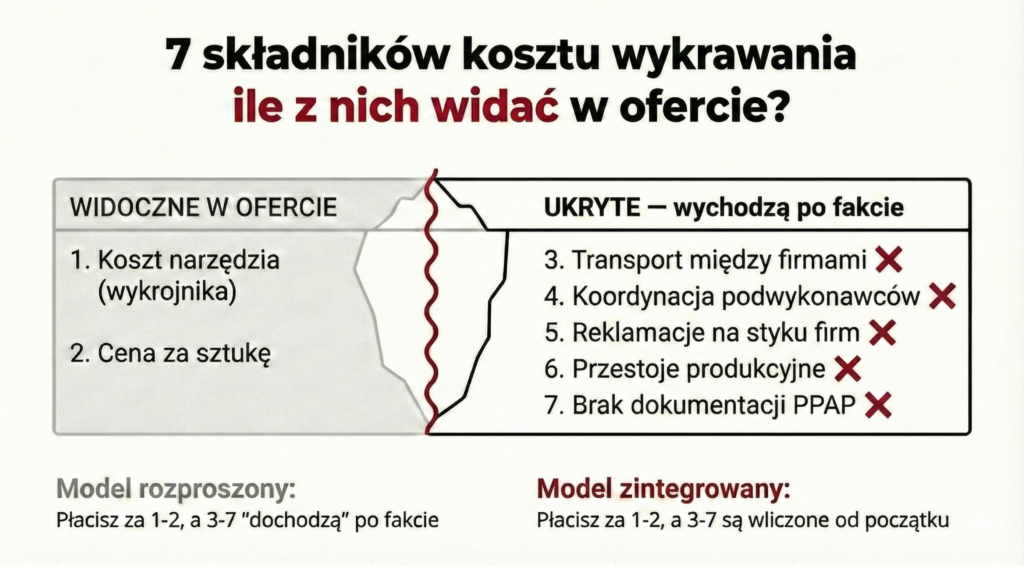
Standardowa oferta na wykrawanie zawiera dwie pozycje: koszt narzędzia i cenę za sztukę. To są składniki, o których wie każdy kupiec. Problem w tym, że to nie jest cały koszt – a czasem nawet nie jest jego większa część.
Dwa oczywiste składniki
1. Koszt narzędzia (wykrojnika)
Jednorazowa inwestycja na starcie projektu. Wykrojnik to precyzyjne narzędzie stalowe, które nadaje kształt blaszanemu detalu w prasie – i od jego jakości zależy powtarzalność produkcji przez setki tysięcy lub miliony cykli.
Koszt wykrojnika zależy od:
- Złożoności detalu – im więcej operacji (wykrawanie + gięcie + formowanie), tym droższe narzędzie
- Typu wykrojnika – progresywny (wielooperacyjny, najwyższa wydajność, najwyższy koszt) vs. prosty jednooperacyjny
- Wymaganych tolerancji – precyzja na poziomie ±0,02 mm wymaga innej klasy wykonania niż ±0,1 mm
- Wymaganych geometrii kształtu – określona wartościowo symetria i płaskość detali determinuje rodzaj wykrojnika i jego złożoność
- Materiału detalu – tłoczenie stali nierdzewnej zużywa narzędzie szybciej niż tłoczenie miękkiej stali węglowej
Zakres cenowy? Od kilku tysięcy złotych za proste wykrojniki jednooperacyjne do kilkudziesięciu tysięcy za złożone narzędzia progresywne. Dokładna kwota wynika z analizy rysunku technicznego.
Ważne: wykrojnik jest własnością klienta. Jeśli zmienisz dostawcę – zabierasz narzędzie ze sobą.
2. Cena za sztukę
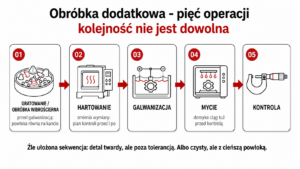
Koszt wyprodukowania każdego pojedynczego detalu. Zależy od: materiału i grubości blachy, czasu cyklu na prasie, wielkości serii (efekt skali) i zakresu obróbki dodatkowej (galwanizacja, mycie, hartowanie).
Przy dużych seriach cena za sztukę na prasie jest wielokrotnie niższa niż przy cięciu laserowym – ale dopiero po „odbiciu” kosztu narzędzia. O tym, od ilu sztuk to się dzieje, za chwilę.
Pięć ukrytych składników – tych nie znajdziesz w ofercie
Te koszty nie mają osobnej pozycji na fakturze. Ale są realne – i to one decydują o tym, czy „tani dostawca” rzeczywiście jest tani.
3. Transport między podwykonawcami
Jeśli dostawca tłoczy, ale galwanizację zleca firmie w innym mieście, a mycie jeszcze komuś innemu – detale podróżują 2-3 razy, zanim trafią do Twojego magazynu. Każdy transport to koszt, czas i ryzyko uszkodzenia.
4. Koordynacja podwykonawców
Czas Twojego kupca albo planisty spędzony na zarządzaniu trzema firmami zamiast jedną. Maile, telefony, śledzenie terminów, pilnowanie specyfikacji na każdym etapie. To są realne godziny pracy, które kosztują – nawet jeśli nie widać ich w cenie detalu.
5. Reklamacje na styku firm
Detal wytłoczony poprawnie. Ale po galwanizacji u zewnętrznego dostawcy – wada powłoki. Kto odpowiada? Tłoczarnia mówi: „u nas było dobrze”. Galwanizer mówi: „przyszło nierówne”. Ty masz wadliwą partię i dwa tygodnie na ustalenie, kto za to zapłaci. Przy jednym dostawcy realizującym cały proces – odpowiedzialność jest jednoznaczna.
6. Przestoje produkcyjne
Wykrojnik wymaga regeneracji. Jeśli narzędziownia jest wewnętrzna – naprawa odbywa się tego samego dnia, bo narzędziowiec jest za ścianą. Jeśli zewnętrzna – Twoje narzędzie jedzie do innego miasta i czeka w kolejce. W tym czasie prasa stoi, a Twoje zamówienie się opóźnia.
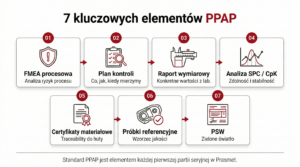
7. Brak lub opóźnienie dokumentacji PPAP
Wielu dostawców traktuje PPAP jako „usługę dodatkową” – za osobną opłatą i w osobnym terminie. Jeśli Twój klient końcowy (OEM) wymaga pełnej dokumentacji procesowej, brak PPAP oznacza zablokowaną dostawę lub przyspieszony, chaotyczny proces dokumentowania „na wczoraj”.
Realny koszt tłoczenia to nie „cena za sztukę” z oferty, ale suma: narzędzie + cena za sztukę + transport + koordynacja + reklamacje + przestoje + dokumentacja. Dostawca, który realizuje cały proces pod jednym dachem, eliminuje pozycje 3-7 z tej listy.
Break-Even Point – od ilu sztuk wykrojnik się zwraca
Wykrojnik to inwestycja, która ma sens przy odpowiednim wolumenie. Pytanie brzmi: od ilu sztuk tłoczenie na prasie jest tańsze niż technologia niewymagająca narzędzia (np. laser)?
Odpowiedź daje prosta kalkulacja BEP:
BEP = Koszt wykrojnika / (Cena/szt. laserem – Cena/szt. tłoczeniem)
Przykład kalkulacyjny
Poniższe liczby ilustrują strukturę kosztów i mechanizm kalkulacji. Nie stanowią oferty cenowej – rzeczywiste wartości zależą od geometrii detalu, materiału i wolumenu.
Scenariusz: detal płaski ze stali 1,5 mm, seria 50 000 szt./rok
| Cięcie laserowe | Wykrawanie na prasie | |
|---|---|---|
| Koszt narzędzia | 0 zł | 30 000 zł |
| Cena za sztukę | 3,50 zł | 0,80 zł |
| Koszt roczny (50 000 szt.) | 175 000 zł | 70 000 zł |
| Oszczędność roczna | – | 105 000 zł |
| BEP (zwrot narzędzia) | – | 30 000 / 2,70 = 11 111 szt. |
Przy serii 50 000 sztuk rocznie wykrojnik zwraca się po nieco ponad 2 miesiącach produkcji. Przez pozostałe 10 miesięcy każda sztuka kosztuje 0,80 zł zamiast 3,50 zł.e.
Jak wolumen wpływa na czas zwrotu
| Wolumen roczny | BEP (przy oszczędności 2,70 zł/szt.) | Czas zwrotu | Rekomendacja |
|---|---|---|---|
| 5 000 szt./rok | 11 111 szt. = ponad 2 lata | Długi | Rozważ laser lub prototyp laserowy przed decyzją |
| 20 000 szt./rok | 11 111 szt. = ok. 7 miesięcy | Uzasadniony | Inwestycja w narzędzie ma sens |
| 50 000 szt./rok | 11 111 szt. = ok. 2,5 miesiąca | Szybki | Oczywisty wybór na korzyść prasy |
| 100 000+ szt./rok | 11 111 szt. = ok. 1 miesiąc | Natychmiastowy | Każdy miesiąc bez prasy to strata |
Ogólna zasada: im większa seria, tym szybciej narzędzie się zwraca, a tłoczenie staje się wielokrotnie tańsze od każdej alternatywnej technologii. Dokładny BEP zależy od geometrii detalu i materiału – dlatego warto poprosić dostawcę o kalkulację porównawczą dla konkretnego rysunku.
Jak wygląda cały proces realizacji – od zapytania po dostawę: Tłoczenie metali na prasach do 100 ton: kompletny przewodnik.
Jeden dostawca vs. trzech podwykonawców – porównanie kosztów
Pozorna cena za sztukę u „czystej” tłoczarni (bez galwanizacji, bez mycia, bez PPAP) jest niższa. Ale co się dzieje, gdy doliczysz resztę?
Przykład kalkulacyjny
Scenariusz poglądowy ilustrujący strukturę kosztów. Rzeczywiste wartości zależą od specyfikacji detalu i warunków handlowych.
Scenariusz: detal tłoczony z galwanizacją cynkową i myciem, 10 000 szt./miesiąc
| Pozycja kosztowa | Model rozproszony (3 firmy) | Model zintegrowany (1 dostawca) |
|---|---|---|
| Tłoczenie (cena/szt.) | 1,20 zł | 1,20 zł |
| Galwanizacja (cena/szt.) | 0,45 zł (zewn. galwanizer) | wliczona w cenę |
| Mycie (cena/szt.) | 0,30 zł (zewn. myjnia) | wliczone w cenę |
| Transport (3 trasy/mies.) | ok. 1 500 zł/mies. = 0,15 zł/szt. | 0 zł |
| Koordynacja (czas kupca) | ok. 8h/mies. | ok. 2h/mies. |
| Bufor na opóźnienia | +5 dni lead time | 0 dni dodatkowych |
| PPAP | osobna opłata | w standardzie |
| Cena widoczna w ofercie | 1,20 zł/szt. | 1,60 zł/szt. |
| Koszt realny za sztukę | ok. 2,10 zł/szt. | 1,60 zł/szt. |
Oferta „tylko za tłoczenie” wygląda o 25% taniej. Ale po doliczeniu galwanizacji, mycia, transportu i koordynacji – model z jednym dostawcą jest tańszy o ponad 20%. I eliminuje ryzyko przestojów na styku podwykonawców.
Kompleksowy dostawca detali tłoczonych, który realizuje tłoczenie, galwanizację, mycie i kontrolę pod jednym dachem, typowo obniża łączny koszt posiadania detalu o 20-30% w porównaniu z modelem opartym na 2-3 podwykonawcach – głównie dzięki eliminacji transportów międzyzakładowych, koordynacji i buforów czasowych.
Porównanie obu modeli z perspektywy ryzyka operacyjnego to temat, który omawiamy w osobnym artykule: Jeden dostawca vs. trzech podwykonawców.
Pięć pułapek cenowych w ofertach na tłoczenie
Na co uważać, porównując oferty od różnych dostawców:
1. Niska cena za sztukę, ale ukryte MOQ
Cena 0,80 zł/szt., ale minimalne zamówienie to 100 000 sztuk? Jeśli potrzebujesz 10 000 miesięcznie – musisz zamówić zapas na 10 miesięcy, zamrozić kapitał i znaleźć miejsce w magazynie. Zawsze pytaj o minimalne ilości zamówienia i możliwość dostaw w partiach.
2. PPAP „na życzenie” za dopłatą
Dokumentacja procesowa powinna być elementem standardu, nie opcją za dodatkowe pieniądze. Dostawca, który każe dopłacić za PPAP, traktuje jakość jako koszt dodatkowy – a nie jako fundament procesu. Dokumentacji PPAP w tłoczeniu poświęcamy osobny artykuł: PPAP wwykrawaniu – dokumentacja w standardzie.
3. Tani wykrojnik = częste przestoje
Narzędzie z miękkiej stali jest tańsze na starcie, ale wymaga regeneracji co kilka tysięcy uderzeń. Każda regeneracja to przestój prasy i ryzyko odchyłek wymiarowych. Wykrojnik z odpowiedniej stali narzędziowej wytrzymuje setki tysięcy cykli bez interwencji. Wpływ modelu narzędziowni na koszty omawiamy w osobnym artykule: Narzędziownia wewnętrzna vs. zewnętrzna.
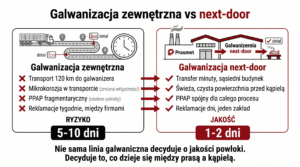
4. Brak galwanizacji w ofercie
„Tłoczymy tanio” – ale galwanizację musisz zorganizować sam. Lead time rośnie o tydzień-dwa, w łańcuchu pojawia się kolejny punkt ryzyka, a „tania” oferta przestaje być tania po doliczeniu kosztów zewnętrznej galwanizacji i transportu.
5. Brak kontroli wymiarowej i SPC
Dostawca nie podaje PPM ani CpK? Prawdopodobnie nie mierzy wadliwości systemowo. Odkryjesz to dopiero przy pierwszej reklamacji – gdy okaże się, że trzy ostatnie partie miały narastające odchyłki, bo nikt nie monitorował zużycia narzędzia. System kontroli jakości w tłoczeniu omawiamy szczegółowo w osobnym artykule.
Najczęstsze pytania o koszt tłoczenia
Ile kosztuje wykrojnik do prasy?
Zależy od złożoności detalu. Proste wykrojniki jednooperacyjne to rząd kilku tysięcy złotych. Złożone narzędzia progresywne (wielooperacyjne, z automatycznym posuwem taśmy) – kilkadziesiąt tysięcy. Konkretna kwota wynika z analizy rysunku technicznego. Wykrojnik pozostaje własnością klienta.
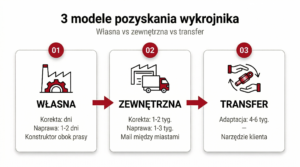
Czy mogę zabrać wykrojnik do innego dostawcy?
Tak. Narzędzie jest Twoją własnością. Przy zmianie dostawcy wykrojnik jest przekazywany wraz z dokumentacją techniczną. Nowy dostawca potrzebuje 4-6 tygodni na uruchomienie produkcji z przejętym narzędziem.
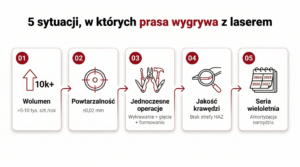
Od ilu sztuk tłoczenie jest tańsze od lasera?
Typowo od kilku do kilkunastu tysięcy sztuk rocznie – zależnie od geometrii detalu i materiału. Dla prostych elementów (flat blanking) próg jest niższy, dla detali z wieloma operacjami (gięcie, ciągnienie) – wyższy. Szczegółowe porównanie obu technologii omawiamy w osobnym artykule: Laser vs prasa: 5 sytuacji, w których prasa wygrywa.
Czy cena za sztukę spada przy większych seriach?
Tak, i to znacząco. Koszt narzędzia rozkłada się na większą liczbę sztuk, czas przezbrojenia amortyzuje się szybciej, a dostawca może zoptymalizować logistykę materiałową. Efekt skali w tłoczeniu jest jednym z najsilniejszych w obróbce metali.
Co dokładnie wpływa na cenę za sztukę?
Pięć głównych czynników: materiał i grubość blachy, złożoność geometrii (liczba operacji), wymagane tolerancje, wielkość serii oraz zakres obróbki dodatkowej (galwanizacja, mycie, hartowanie, PPAP).
Chcesz poznać realny koszt tłoczenia Twojego detalu?
Wyślij rysunek techniczny – otrzymasz wycenę uwzględniającą koszt narzędzia, cenę za sztukę i pełen zakres obróbki dodatkowej. Bez ukrytych pozycji, bez niespodzianek po fakcie.
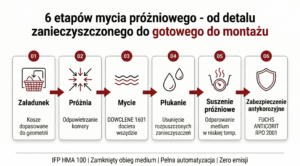
Prasmet realizuje cały proces w jednym zakładzie: projekt narzędzia we własnej narzędziowni – tłoczenie na prasach do 100 ton – galwanizacja (cynk, nikiel, srebro) – mycie w myjni próżniowej IFM HMA100 – kontrola w laboratorium Keyence – dokumentacja PPAP w standardzie – wysyłka w 48-72h.
Jeden partner. Jedna faktura. Jedna odpowiedzialność za jakość – od wykrojnika po gotowy detal.