Masz nowy projekt. Rysunek gotowy. Wiesz, czego potrzebujesz.
Teraz pytanie: zamówić od razu wykrojnik za kilkadziesiąt tysięcy złotych i ruszyć z produkcją? Czy najpierw sprawdzić, czy detal rzeczywiście pasuje do montażu?
To pytanie, które kosztuje firmy dziesiątki tysięcy złotych rocznie – w jedną lub w drugą stronę. Zbyt wczesna inwestycja w narzędzie kończy się poprawkami. Zbyt długie testowanie prototypami opóźnia wejście na rynek.
W tym artykule pokażemy, jak wygląda ścieżka od pierwszego rysunku do produkcji seryjnej, jakie metody prototypowania są dostępne i kiedy prototyp jest konieczny – a kiedy można go bezpiecznie pominąć.
Problem: „co jeśli detal nie pasuje?”
Wykrojnik to inwestycja. Zakres cenowy? Od kilku tysięcy złotych za proste narzędzia jednooperacyjne do kilkudziesięciu tysięcy za złożone narzędzia progresywne. Dokładna kwota wynika z analizy rysunku technicznego – złożoności geometrii, materiału, tolerancji i typu narzędzia.
Co się dzieje, gdy detal z nowego wykrojnika nie pasuje do montażu?
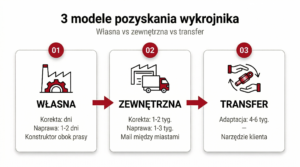
- Korekta narzędzia – jeśli zmiana jest drobna (przesunięcie otworu, zmiana promienia), narzędziownia modyfikuje wykrojnik. Koszt: setki do kilku tysięcy złotych. Czas: dni.
- Nowe narzędzie – jeśli zmiana jest strukturalna (inna geometria kołnierza, dodatkowa operacja formowania), trzeba zaprojektować i wykonać nowy wykrojnik. Koszt: ponownie kilka-kilkadziesiąt tysięcy. Czas: 10-12 tygodni.
Scenariusz „nowe narzędzie” to podwójny koszt i podwójny czas. Przy jednym detalu – bolesne. Przy kilku detalach wdrażanych równocześnie – katastrofalne.
Prototyp eliminuje to ryzyko.
Metody prototypowania przed wykrojnikiem
Nie każdy prototyp wygląda tak samo. Metoda zależy od tego, co chcesz zweryfikować.
Cięcie laserowe
Co daje: Płaski wykrój z blachy – identyczny kontur jak docelowy detal z prasy. Szybko (dni, nie tygodnie), tanio (brak narzędzia), z tego samego materiału.
Czego nie daje: Operacji formowania – gięcia, przetłoczeń, ciągnienia. Laser tnie 2D, nie formuje 3D. Jakość krawędzi inna niż po prasie (strefa wpływu ciepła, mikrotlenki).
Kiedy stosować: Gdy detal jest płaski (flat blanking) lub chcesz zweryfikować kontur i rozmieszczenie otworów przed zamówieniem narzędzia.
Elektrodrążenie (EDM)
Co daje: Bardzo precyzyjne cięcie skomplikowanych konturów. Precyzja porównywalna z prasą.
Czego nie daje: Szybkości ani niskiego kosztu. Elektrodrążenie jest wolne i drogie – ale dla złożonych geometrii, gdzie laser nie daje wystarczającej precyzji, to jedyna alternatywa bez narzędzia.
Kiedy stosować: Detale o skomplikowanej geometrii wewnętrznej, bardzo wąskich tolerancjach lub materiałach, które laser źle tnie (np. cienkie blachy ze specjalnych stopów).
Wydruk 3D
Co daje: Szybką weryfikację geometrii – czy detal fizycznie pasuje do obudowy, czy otwory się zgadzają, czy kształt jest OK.
Czego nie daje: Właściwości materiałowych metalu. Wydruk 3D z tworzywa nie nadaje się do testów mechanicznych, elektrycznych ani termicznych.
Kiedy stosować: Wstępna weryfikacja kształtu – zanim zamówisz nawet prototyp laserowy. Tanie i szybkie „czy to w ogóle ma sens?”
Narzędzie prototypowe (uproszczone)
Co daje: Detal zbliżony do seryjnego – z operacjami formowania (gięcie, przetłoczenia). Narzędzie uproszczone jest tańsze niż finalne, bo pomija elementy potrzebne dopiero przy dużych seriach (automatyczne podawanie, wkładki z węglików itp.).
Czego nie daje: Pełnej trwałości – wytrzymuje setki do kilku tysięcy sztuk, nie setki tysięcy.Kiedy stosować: Gdy detal ma operacje 3D (gięcia, formowanie) i trzeba je zweryfikować przed inwestycją w finalne narzędzie progresywne.

| Metoda | Koszt orientacyjny | Czas | Co weryfikuje |
| — | — | — | — |
| Laser | Niski (brak narzędzia) | Dni | Kontur, otwory, wymiary płaskie |
| Elektrodrążenie | Średni-wysoki | Dni-tygodnie | Precyzyjne kontury, materiał docelowy |
| Wydruk 3D | Bardzo niski | Godziny-dni | Geometria, pasowanie fizyczne |
| Narzędzie prototypowe | Średni | 3-6 tygodni | Formowanie, gięcia, funkcja mechaniczna |
Ścieżka od prototypu do serii
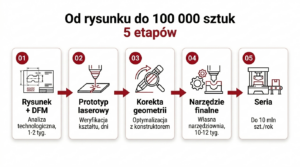
Pełna ścieżka wdrożenia wygląda tak:
Etap 1: Rysunek → analiza technologiczna (1-2 tygodnie)
Konstruktor analizuje rysunek pod kątem produkowalności (DFM – Design for Manufacturing). Sprawdza: czy geometria jest wykonalna na prasie? Czy tolerancje są realistyczne? A może materiał się nadaje? Coś trzeba zmienić, żeby narzędzie miało dłuższą żywotność?
Na tym etapie dostawca z doświadczeniem widzi problemy, których projektant mógł nie przewidzieć. To moment na korekty – tanie i szybkie.
Etap 2: Prototyp (opcjonalnie, 1-3 tygodnie)
Jeśli detal wymaga weryfikacji – laser, elektrodrążenie lub narzędzie uproszczone. Klient montuje, testuje, sprawdza. Jeśli coś nie pasuje – poprawka na rysunku, nowy prototyp. Za ułamek kosztu narzędzia.
Etap 3: Projekt wykrojnika (2-3 tygodnie)
Na podstawie zatwierdzonego rysunku konstruktor projektuje finalne narzędzie – typ (progresywny, z płytą dociskającą (compound), jednooperacyjny), ilość operacji, materiał narzędzia.
Etap 4: Wykonanie wykrojnika (4-5 tygodni)
Obróbka CNC, elektrodrążenie, szlifowanie, hartowanie, montaż. Gdy narzędziownia jest w tym samym miejscu co prasy – konstruktor koryguje na bieżąco, bez czekania na transport i kolejki u zewnętrznego dostawcy.
Etap 5: Próby i korekty (1-2 tygodnie)
Pierwsze detale z nowego narzędzia. Pomiary w laboratorium pomiarowym (precyzja do tysięcznych milimetra). Korekty narzędzia. Ponowne próby. Aż parametry są stabilne.
Etap 6: PPAP i zatwierdzenie (1 tydzień)
Dokumentacja procesowa, raporty pomiarowe, plan kontroli. Klient zatwierdza. Produkcja seryjna rusza.
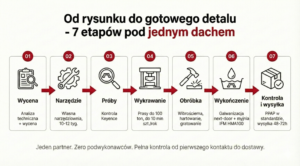
Łącznie: 10-12 tygodni od zamówienia wykrojnika do pierwszej serii produkcyjnej. Z pewnością, że detal działa – bo został zweryfikowany na prototypie.
[GRAFIKA: „Od rysunku do 100 000 sztuk – ścieżka wdrożenia krok po kroku”]
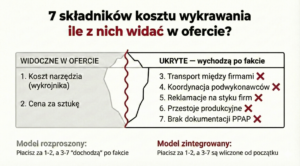
Szczegółową analizę kosztów poszczególnych etapów – w tym punkt zwrotu inwestycji w wykrojnik – opisujemy w artykule: Ile naprawdę kosztuje wykrawanie detali?
Najczęstsze błędy przy prototypowaniu
Prototyp ma sens tylko wtedy, gdy jest robiony świadomie. W praktyce firmy popełniają kilka powtarzalnych błędów, które zamiast oszczędzić czas i pieniądze – generują dodatkowe iteracje i frustrację.
Błąd 1: Prototyp z innego materiału niż docelowy. Klient zamawia prototyp ze stali DC01, bo jest tania i dostępna od ręki. Ale docelowy detal ma być z nierdzewnej 304 – materiału, który sprężynuje inaczej, tnie się inaczej i zachowuje się inaczej na krawędziach. Prototyp „pasuje” – ale detal z docelowego materiału już nie. Reguła: prototyp z tego samego materiału co seria, chyba że weryfikujesz wyłącznie geometrię płaską.
Błąd 2: Pomijanie tolerancji krytycznych na etapie prototypu. Prototyp laserowy ma tolerancję +-0,1 mm. Docelowy detal wymaga +-0,02 mm na rozstawie otworów montażowych. Prototyp przechodzi test montażu – ale seria na prasie, mimo lepszej precyzji, ujawnia problem, którego prototyp nie wychwycił: otwory są w spec, ale ich pozycja względem krawędzi jest przesunięta o 0,05 mm z powodu innej bazy pozycjonowania. Reguła: zdefiniuj, które wymiary są krytyczne, i mierz je na prototypie z taką samą starannością jak na serii.
Błąd 3: Zbyt wiele iteracji prototypowych. Trzy rundy prototypów, każda z drobnymi zmianami, każda z nowym cięciem laserowym i nowym raportem pomiarowym. Po czwartej iteracji klient wydał na prototypy więcej, niż kosztowałaby korekta wykrojnika po pierwszej serii. Reguła: prototyp ma odpowiedzieć na jedno pytanie – „czy ten detal zadziała w montażu?” Jeśli odpowiedź brzmi „tak, z drobną korektą” – zamawiaj narzędzie i koryguj na etapie prób.
Co powinien zawierać dobry prototyp z punktu widzenia kupca
Dostawca wysyła prototyp. Co z nim zrobić? Samo „wygląda OK” nie wystarczy. Dobry prototyp powinien dać kupującemu konkretne dane do podjęcia decyzji o zamówieniu finalnego narzędzia.
Minimalne wymagania, które warto uzgodnić z dostawcą przed zamówieniem prototypu:
- Raport wymiarowy – pomiary wymiarów krytycznych, porównanie z rysunkiem, odchyłki. Nie „wszystko w tolerancji” – konkretne wartości, np. „otwór montażowy: nominał 6,50 mm, pomiar 6,48 mm, odchyłka -0,02 mm.”
- Materiał z atestem – potwierdzenie, że prototyp jest z tego samego gatunku co seria. Atest od huty lub dystrybutora.
- Opis metody wykonania – jak prototyp został zrobiony (laser, EDM, CNC) i czym się różni od procesu seryjnego. To informacja krytyczna, bo pozwala ocenić, które cechy prototypu będą identyczne w serii, a które mogą się zmienić.
- Ilość sztuk wystarczająca do testów – nie jedna sztuka, ale tyle, ile potrzeba na test montażu, test funkcjonalny i zapas na pomiary. Typowo 10-50 sztuk przy prostych detalach, 5-20 przy złożonych.
Prototyp bez raportu wymiarowego to „próbka,” nie prototyp. Różnica jest taka, że próbkę oceniasz wzrokowo, a prototyp – danymi.
Kiedy prototyp NIE jest potrzebny
Prototyp nie jest konieczny w każdym projekcie. Można go pominąć, gdy:
- Detal jest prosty – flat blanking, bez operacji formowania. Kontur łatwy do wykonania, tolerancje standardowe.
- Geometria jest sprawdzona – identyczny lub bardzo podobny detal był już produkowany w przeszłości. Parametry znane.
- Wolumen uzasadnia szybki start – klient potrzebuje detali natychmiast i akceptuje ryzyko ewentualnej korekty narzędzia.
- Dostawca ma doświadczenie z materiałem i geometrią – analiza DFM daje wystarczającą pewność, że narzędzie zadziała za pierwszym razem.
W praktyce decyzja o prototypie zależy od jednego pytania: ile kosztuje ryzyko, że detal nie będzie pasował?
Jeśli wykrojnik kosztuje 8 000 zł, a korekta jest prosta – ryzyko jest niskie. Jeśli wykrojnik kosztuje 50 000 zł, a detal ma 4 operacje formowania – prototyp za 2 000-5 000 zł to racjonalne ubezpieczenie.
Więcej o tym, jak wykrawanie metali na prasach łączy etapy od projektu narzędzia po gotowy detal z dokumentacją – w naszym kompletnym przewodniku.
FAQ
Ile kosztuje prototyp w porównaniu z finalnym narzędziem?
Prototyp laserowy to zazwyczaj ułamek kosztu wykrojnika – koszt zależy od materiału, złożoności i liczby sztuk. Narzędzie prototypowe (uproszczone) kosztuje 30-50% ceny finalnego wykrojnika, ale pozwala zweryfikować operacje formowania, których laser nie wykona.
Czy prototyp z lasera będzie identyczny jak detal z prasy?
Nie. Kontur i wymiary płaskie będą zbliżone, ale jakość krawędzi jest inna (laser tworzy strefę wpływu ciepła), a operacje 3D (gięcia, przetłoczenia, ciągnienia) nie są możliwe do wykonania laserem. Prototyp laserowy weryfikuje geometrię płaską, nie pełną funkcjonalność detalu.
Jak długo trwa cała ścieżka od rysunku do pierwszej serii?
Standardowo 10-12 tygodni od zamówienia wykrojnika. Z etapem prototypowania – 12-16 tygodni. Czas zależy od złożoności detalu, terminu dostawy materiału z huty (który może wynieść nawet 3 miesiące dla niestandardowych gatunków) oraz liczby iteracji prototypowych.
Czy mogę zacząć od prototypu laserowego, a potem przejść na prasę?
Tak – i to jest najczęstsza ścieżka. Laser na prototypy i małe serie (do kilkuset sztuk), prasa na produkcję seryjną. Porównaniu obu technologii – z kalkulacjami kosztów przy różnych wolumenach poświęcamy osobny artykuł: Laser vs prasa: 5 sytuacji, w których prasa wygrywa.
Ile prototypów powinienem zamówić na jeden test?
Zależy od celu testu. Jeśli chcesz sprawdzić pasowanie do obudowy lub linii montażowej – 10-20 sztuk wystarczy (kilka na montaż, kilka na pomiary, kilka na zapas). Jeśli testujesz wytrzymałość lub funkcjonalność w warunkach eksploatacyjnych – 30-50 sztuk, żeby mieć próbkę statystycznie znaczącą. Jeden prototyp to za mało – nie wiesz, czy wynik jest powtarzalny.
Wyślij zapytanie ofertowe
Masz rysunek nowego detalu i nie jesteś pewien, od czego zacząć? Wyślij rysunek, podaj planowany wolumen i materiał – zaproponujemy ścieżkę: od prototypu (jeśli potrzebny) po serię produkcyjną. Z konkretnymi kosztami i terminami.