„Najwyższa jakość produkcji”. „Bezkompromisowa precyzja”. „Standardy przemysłowe”. „X lat doświadczenia. Hasła, które znajdziesz na stronie każdego dostawcy detali metalowych. Słowa, które nic nie znaczą.
Bo „jakość” w produkcji wielkoseryjnej nie jest kategorią marketingową. To zestaw mierzalnych parametrów: tolerancje wymiarowe, powtarzalność procesu (CpK), wskaźnik wadliwości (PPM), system monitoringu w czasie rzeczywistym (SPC). Każdy z nich ma swoją definicję, metodę pomiaru i wartość referencyjną. Dostawca, który mówi „robimy najwyższą jakość” bez podania tych liczb, mówi tak naprawdę „nie mierzymy”.
W tym artykule pokazujemy, jak wygląda system kontroli jakości w wykrawaniu seryjnym – od pomiaru pojedynczego detalu po monitoring całego procesu. I jakie liczby warto sprawdzić u dostawcy, zanim podpiszesz umowę na 100 000 sztuk rocznie.
„Jakość” jako zestaw mierzalnych parametrów
Zanim porozmawiamy o systemie kontroli, warto zdefiniować, co naprawdę mierzy się w wykrawaniu wielkoseryjnym.
Tolerancje wymiarowe – dopuszczalne odchylenie wymiarów detalu od nominalnych wartości na rysunku. Standardowe wykrawanie: ±0,1 mm. Wykrawanie precyzyjne: ±0,05 mm. Wykrawanie z laboratoryjną kontrolą: ±0,02 mm. Wybór klasy tolerancji wpływa bezpośrednio na koszt narzędzia (różnica 20-40% między ±0,1 a ±0,02 mm) i koszt produkcji.
PPM (Parts Per Million) – wskaźnik wadliwości na milion sztuk. Standard automotive: <50 PPM dla detali standardowych, <10 PPM dla detali bezpieczeństwa. Standard elektrotechniki: <500 PPM dla detali standardowych. Standard przemysłu maszynowego: <2000 PPM. Niższy PPM oznacza mniej wadliwych sztuk, ale też wyższy koszt utrzymania jakości – inwestycja w monitoring, kontrolę, dokumentację.
CpK (Process Capability Index) – statystyczny wskaźnik zdolności procesu do produkcji w zakresie tolerancji. A CpK = 1,33 oznacza, że 99,99% produkcji mieści się w tolerancji (przy normalnym rozkładzie). CpK ≥ 1,33 jest wymagany w większości specyfikacji automotive. A CpK ≥ 1,67 dla detali bezpieczeństwa. CpK < 1,0 oznacza, że proces nie jest stabilny – część produkcji wypada poza tolerancję.
SPC (Statistical Process Control) – system monitoringu procesu w czasie rzeczywistym. Karty kontrolne pokazują trendy parametrów wymiarowych – pomiar próbki co X sztuk, wykres trendu, wczesne ostrzeżenie gdy proces dryftuje w stronę granicy tolerancji. SPC pozwala wyłapać problem ZANIM detal wypadnie poza spec – nie po fakcie, gdy partia jest już do reklamacji.
Te cztery parametry razem definiują system jakości. Każdy z nich można sfałszować lub zignorować – dlatego ważne jest, jak są mierzone, kto je weryfikuje i jak są dokumentowane.
SPC – monitoring procesu w czasie rzeczywistym
Wykrawanie wielkoseryjne to proces dynamiczny. Wykrojnik się zużywa – po 50 000 uderzeniach prasa wytwarza detale o 0,01 mm większe niż przy pierwszych próbach. Materiał ma zmienność partia-do-partii – twardość stali w spec, ale na różnych końcach zakresu. Temperatura hali wpływa na rozszerzalność cieplną narzędzia. Każdy z tych czynników może przesunąć wymiary detalu w stronę granicy tolerancji – pomimo że wszystko nominalnie „działa”.
SPC to system, który wyłapuje te dryfty zanim staną się reklamacjami. Działa tak: operator pobiera próbkę co X sztuk (typowo co pół godziny), mierzy wymiary krytyczne (suwmiarka, mikrometr lub w laboratorium), wpisuje wynik do systemu. System rysuje wykres trendu – karta kontrolna z granicami ostrzegawczymi (zwykle ±2 sigma) i granicami akcji (±3 sigma). Gdy pomiary zaczynają systematycznie zbliżać się do granicy ostrzegawczej – sygnał: trzeba sprawdzić proces, prawdopodobnie wykrojnik wymaga regeneracji, materiał wymaga weryfikacji albo trzeba skorygować parametry prasy.
Dlaczego SPC ma znaczenie dla kupującego? Bo dostawca z aktywnym SPC wykrywa problem zanim wyjdzie z hali. Bez SPC problem wykrywa klient – na linii montażowej, w postaci reklamacji. Różnica między tymi dwoma scenariuszami to różnica między 100 wadliwymi detalami a 10 000 wadliwymi detalami w jednej partii.
System SPC wymaga infrastruktury: oprogramowanie do zbierania danych, kalibrowane narzędzia pomiarowe, procedury określające co mierzyć i z jaką częstotliwością, przeszkolony personel. To inwestycja, którą robi się raz – i która się zwraca przy pierwszej zaoszczędzonej reklamacji. Dostawca, który „nie potrzebuje SPC, bo robi dobrze” – tak naprawdę nie ma jak udowodnić, że robi dobrze.
Laboratorium pomiarowe – precyzja do tysięcznych milimetra
Pomiar suwmiarką ma rozdzielczość 0,01-0,02 mm. Mikrometrem – 0,001-0,002 mm. Profesjonalnym mikroskopem pomiarowym (np. Keyence) – 0,0001 mm, czyli tysięczne części milimetra.
Po co taka precyzja w wykrawaniu? Bo tolerancje rzędu ±0,02 mm wymagają narzędzia pomiarowego o precyzji co najmniej 5-10 razy większej. Pomiar suwmiarką detalu z tolerancją ±0,02 mm to jak ważenie diamentu wagą do warzyw – wynik mieści się w zakresie błędu pomiarowego.
Automatyczny mikroskop pomiarowy (Keyence VHX lub IM serie) działa inaczej niż klasyczne narzędzia ręczne. Detal kładzie się na stoliku pomiarowym, kamera z optyką telecentryczną robi zdjęcie wysokiej rozdzielczości, software analizuje kontur i automatycznie wymierza zdefiniowane parametry. Wszystkie wymiary – jednocześnie, bez konieczności zmiany narzędzia, w czasie kilkudziesięciu sekund. Wyniki trafiają do raportu pomiarowego – który może być załącznikiem do PPAP lub do kontroli odbiorczej.
Co daje takie laboratorium operacyjnie? Po pierwsze – możliwość pomiaru wszystkich wymiarów detalu, nie tylko 2-3 najbardziej krytycznych. Po drugie – powtarzalne wyniki niezależnie od operatora (system mierzy automatycznie według zdefiniowanych algorytmów). A po trzecie – automatyczną dokumentację (każdy pomiar zapisany z czasem, operatorem, wynikiem). Po czwarte – możliwość weryfikacji partii w czasie krótszym niż przy pomiarach ręcznych.
To nie jest „miły dodatek do produkcji” – to fundamentalna część systemu kontroli jakości w wykrawaniu wielkoseryjnym. Dostawca, który nie ma laboratorium pomiarowego z taką precyzją, nie może obiecać tolerancji ±0,02 mm w sposób udokumentowany. Może produkować dobre detale – ale nie umie tego dowieść.
PPM i CpK – co te liczby mówią o dostawcy
Kupiec porównujący trzech dostawców widzi w ofertach: PPM 50, PPM 100, PPM 200. Wniosek wydaje się oczywisty – pierwszy najlepszy. Ale liczba PPM bez kontekstu nic nie mówi.
Pytanie pierwsze: jak liczone? Jeden dostawca liczy PPM jako „wadliwe sztuki wykryte przez kontrolę u nas + reklamacje od klienta”. Drugi liczy tylko reklamacje od klienta. Trzeci liczy tylko reklamacje, które trafiły do reklamacji formalnej (a nie te zwrócone bez procedury). Trzy różne metody liczenia, trzykrotnie różne wartości – przy tej samej rzeczywistej jakości produkcji.
Pytanie drugie: dla jakiej grupy detali? PPM dla wszystkich detali przeciętnej trudności jest jedną liczbą. PPM dla detali z najwyższymi wymaganiami (automotive bezpieczeństwa) jest inną. Niektóre branże – lotnictwo, medycyna – wymagają PPM bliskiego zera, ale dostawca może liczyć średnią ze wszystkich produkowanych detali, gdzie 80% to mniej wymagające projekty.
Pytanie trzecie: za jaki okres? PPM z ostatniego roku, ostatniego kwartału, ostatniego miesiąca – to różne liczby. Dostawca, który miał awarię w marcu i wysłał kilka wadliwych partii, ma wysoki PPM marcowy, ale niski roczny. Co lepiej obrazuje rzeczywistą jakość? To zależy, czy interesuje cię historia czy obecna sytuacja.
Z CpK podobna historia. CpK 1,33 może być policzony dla jednego wymiaru najbardziej stabilnego procesu – albo dla wszystkich wymiarów krytycznych. Pierwszy wynik nic nie mówi. Drugi – mówi dużo.
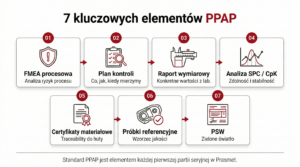
Co warto pytać dostawcę o jakość? Nie samo PPM, ale: definicja PPM, dla jakich detali, za jaki okres, jak weryfikowane. Nie samo CpK, ale: dla których wymiarów, w jakim procesie, jak często mierzone. Bez tych odpowiedzi liczby są tylko marketingiem.System dokumentacji PPAP w standardzie obejmuje wszystkie te elementy – definicje, metodologie, raporty pomiarowe, plan kontroli. Szczegółowo opisaliśmy to w artykule: PPAP w wykrawaniu – dokumentacja w standardzie.
Jak wygląda ścieżka detalu przez system kontroli
Detal w wykrawaniu wielkoseryjnym przechodzi przez wielowarstwowy system kontroli, którego klient na ogół nie widzi.

Etap 1: Materiał wejściowy. Każda dostawa stali idzie najpierw na próbną serię – 100-200 sztuk, pomiar wymiarowy, weryfikacja zachowania w produkcji. Atest materiałowy 3.1 podany przez hutę nie wystarcza – trzeba sprawdzić, jak konkretna partia zachowuje się w naszym narzędziu. Niektóre wartości w atescie są w zakresie normy, ale na różnych końcach – co wpływa na wynik produkcyjny.
Etap 2: Pierwsze próby produkcyjne. Po przezbrojeniu maszyny lub uruchomieniu nowego narzędzia – pierwsze 50-200 sztuk to próba kontrolna. Pomiar wszystkich wymiarów krytycznych w laboratorium, weryfikacja zgodności z PPAP, ewentualne korekty parametrów prasy.
Etap 3: Produkcja z monitoringiem SPC. W trakcie produkcji – próbka co 500-2000 sztuk (zależy od wymagań klienta), pomiar wymiarów krytycznych, wpis do systemu SPC. Karta kontrolna analizuje trend, system wykrywa dryfty i ostrzega operatora.
Etap 4: Kontrola odbiorcza partii. Po zakończeniu produkcji – pomiary statystyczne na próbce reprezentatywnej (typowo wg AQL – Acceptable Quality Level), generowanie raportu pomiarowego. Raport idzie do PPAP klienta i do dokumentacji wewnętrznej.
Etap 5: Kontrola wizualna 100%. W zależności od wymagań – wszystkie sztuki przechodzą przez kontrolę wizualną. Wykrywanie wad powierzchniowych, mechanicznych, brakujących operacji. Wadliwe sztuki idą do złomu, dobre do pakowania.
Każdy z tych etapów generuje dokumentację. Klient w PPAP dostaje pakiet, który zawiera wyniki wszystkich pięciu etapów – od atestu materiału, przez raporty SPC, po końcowy raport pomiarowy partii. To jest „dokumentacja procesowa w standardzie” – nie usługa dodatkowa, tylko naturalny rezultat dobrze zorganizowanego procesu produkcyjnego.
Czerwone flagi u dostawcy – jak rozpoznać brak systemu
Nie każdy dostawca, który mówi o jakości, ma za sobą system. Oto sygnały, które warto zauważyć przy ocenie dostawcy.
Po pierwsze – dostawca nie podaje konkretnych wartości PPM i CpK. „Robimy detale wysokiej jakości” zamiast „nasze PPM dla detali standardowych wynosi 80, dla automotive 25”. Brak liczb = brak pomiaru.
Po drugie – dostawca traktuje PPAP jako „usługę dodatkową” za dopłatą. PPAP w standardzie oznacza, że dostawca już ma wszystkie elementy – bo używa ich do bieżącej kontroli. PPAP za dopłatą oznacza, że trzeba je dorobić specjalnie dla klienta, co świadczy o braku systematycznego podejścia.
Po trzecie – dostawca nie ma laboratorium pomiarowego z precyzją odpowiednią do tolerancji, które obiecuje. Tolerancje ±0,02 mm bez profesjonalnego mikroskopu pomiarowego to obietnica bez pokrycia.
Po czwarte – dostawca nie monitoruje procesu w czasie rzeczywistym (brak SPC). To znaczy, że problemy będzie wykrywać klient – w postaci reklamacji.
Po piąte – dostawca nie ma dokumentowanej procedury reagowania na niezgodności (8D, FMEA korekcyjna). Pierwsza reklamacja będzie pierwszym razem, gdy ten proces będzie tworzony – co oznacza długi czas reakcji i ryzyko powtórzenia problemu.
Wymagania jakościowe automotive i elektrotechniki są szczególnie wysokie – i wymagają od dostawcy konkretnego zaplecza. Temu zagadnieniu poświęcamy osobny artykuł.
Więcej o tym, jak wykrawanie metali na prasach integruje wszystkie elementy systemu jakości w jednym procesie – w naszym kompletnym przewodniku.
FAQ
Czy CpK 1,33 to wymóg czy preferencja?
Zależy od branży i typu detalu. W automotive (TS 16949 / IATF 16949) CpK ≥ 1,33 jest standardowym wymogiem dla wymiarów istotnych, a CpK ≥ 1,67 dla wymiarów krytycznych (związanych z bezpieczeństwem). W elektrotechnice często stosuje się CpK ≥ 1,33. Natomiast w przemyśle maszynowym wymóg może być niższy lub nie być formalnie zdefiniowany. W każdym przypadku CpK jest wskaźnikiem stabilności procesu – im wyższy, tym mniejsze ryzyko, że produkcja wypadnie poza tolerancję.
Jak często powinno się wykonywać pomiary SPC?
Standard to próbka co 500-2000 sztuk, w zależności od stabilności procesu i wymagań klienta. Dla nowych detali na początku produkcji – częściej (np. co 100-200 sztuk), żeby ustabilizować proces. Dla detali w długiej produkcji ze stabilnym CpK – rzadziej. Plan kontroli (PCP – Process Control Plan) powinien określać częstotliwość dla każdego detalu osobno.
Co dokładnie mierzy laboratorium pomiarowe Keyence?
Wymiary geometryczne – długości, średnice, promienie, kąty – z precyzją do tysięcznych milimetra. Może mierzyć całą geometrię detalu jednocześnie (zamiast kilkudziesięciu osobnych pomiarów ręcznych). Generuje raport pomiarowy, który może być automatycznie porównany z toleranjami z rysunku. Nie mierzy parametrów materiałowych (twardości, składu chemicznego) – do tego potrzebne są osobne urządzenia.
Czy SPC i PPAP to to samo?
Nie. SPC to system monitoringu procesu w czasie rzeczywistym – bieżąca kontrola produkcji. PPAP to dokumentacja zatwierdzająca proces przed uruchomieniem produkcji seryjnej – jednorazowa kwalifikacja. SPC jest narzędziem, które pomaga utrzymywać parametry zgodne z PPAP w trakcie produkcji. Profesjonalny dostawca ma oba elementy – PPAP jako fundament, SPC jako bieżący nadzór.
Czy mogę przeprowadzić audyt jakościowy u dostawcy?
Tak – i warto. Większość profesjonalnych dostawców akceptuje audyty klienta jako standardową praktykę. Audyt obejmuje przegląd dokumentacji procesowej (PPAP, FMEA, plan kontroli), inspekcję laboratorium pomiarowego, weryfikację systemu SPC, rozmowę z personelem operacyjnym. Standardowy czas audytu: 1-2 dni. To inwestycja, która zwraca się w lepszym wyborze dostawcy.
Wyślij zapytanie ofertowe
Masz nowy projekt z wymaganiami jakościowymi (CpK ≥ 1,33, PPM < 100, PPAP)? Wyślij rysunek + specyfikację jakościową – pokażemy, jak wygląda u nas pełna dokumentacja procesowa i jakie liczby możemy realnie zapewnić.