Detal wygląda dobrze. Wymiary się zgadzają. Powłoka galwaniczna jest równa.
A na linii montażowej klienta lutowanie nie trzyma.
Albo: lakier się łuszczy po tygodniu, albo: styki elektryczne mają niestabilną rezystancję, albo: klej nie wiąże, bo na powierzchni zostały mikro-resztki oleju obróbczego, niewidoczne gołym okiem.
Reklamacja. Analiza przyczynowa. Wynik: zanieczyszczenie powierzchni.
W produkcji seryjnej detali wykrawanych czystość powierzchni to nie kwestia estetyki – to parametr jakościowy, który bezpośrednio wpływa na funkcjonalność komponentu u klienta końcowego. I to parametr, na który wielu kupców nie zwraca uwagi, dopóki nie pojawi się pierwszy problem.
Ten artykuł wyjaśnia, dlaczego mycie to krytyczny etap procesu, czym różni się mycie próżniowe od konwencjonalnego i jak wygląda profesjonalny proces mycia zintegrowany z produkcją seryjną – na przykładzie myjni próżniowej IFP HMA 100.
Pełny opis procesu wykrawania krok po kroku – od rysunku po dostawę – znajdziesz w przewodniku: Wykrawanie metali na prasach do 100 ton: kompletny przewodnik.
Dlaczego czystość powierzchni ma znaczenie w wykrawaniu
Po procesie wykrawania na powierzchni detalu pozostają zanieczyszczenia procesowe: oleje obróbcze, emulsje chłodzące, mikro-wióry, pyły metaliczne, pozostałości smarów technologicznych. To naturalne efekty uboczne produkcji – ale jeśli trafią na linię montażową klienta, stają się źródłem konkretnych problemów.
Lutowanie. Resztki oleju na powierzchni uniemożliwiają prawidłowe zwilżenie lutem. Efekt: zimne luty, niestabilne połączenia, awarie w trakcie eksploatacji. W branży elektrotechnicznej – gdzie detale wykrawane służą jako styki, złącza i szyny prądowe – to jeden z najczęstszych powodów reklamacji.
Klejenie. Klej przemysłowy wymaga czystej, aktywnej powierzchni. Warstwa oleju, nawet niewidoczna gołym okiem, działa jak separator. Połączenie klejone wygląda poprawnie na etapie montażu, ale nie wytrzymuje obciążeń mechanicznych lub termicznych w eksploatacji.
Lakierowanie i malowanie proszkowe. Zanieczyszczenia pod powłoką powodują bąble, odspojenia i punktową korozję. Wada ujawnia się dopiero po tygodniach lub miesiącach – u klienta końcowego, gdy reklamacja jest już faktem.
Przewodność elektryczna. Dla komponentów elektrotechnicznych – styków, złączy, szyn prądowych – mikrozanieczyszczenia na powierzchni wpływają na rezystancję kontaktu. W skali pojedynczego detalu efekt może być pomijalny. W skali tysięcy sztuk w instalacji elektrycznej – mierzalny i problematyczny.
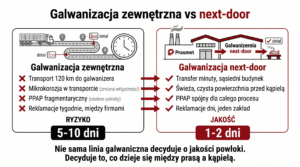
Galwanizacja. Powierzchnia musi być czysta przed nałożeniem powłoki galwanicznej. Tłuszcze i oleje powodują niejednorodność pokrycia, wady przyczepności i punkty korozji pod powłoką. Tematowi galwanizacji detali wykrawanych poświęcamy osobny artykuł.
Klienci z branży automotive i elektrotechnicznej coraz częściej definiują wymagania czystości w specyfikacjach dostawczych – ze wskazaniem dopuszczalnego poziomu zanieczyszczeń cząsteczkowych i filmowych. Dostawca, który nie kontroluje czystości powierzchni, nie spełni tych wymagań.
Mycie próżniowe vs. mycie konwencjonalne
Nie każde mycie to mycie. Trzy metody, trzy poziomy skuteczności:
Mycie w korycie z rozpuszczalnikiem
Najtańsza metoda. Detale zanurzone w pojemniku z rozpuszczalnikiem. Brak kontroli parametrów, brak powtarzalności, brak dotarcia do szczelin i otworów. Rozpuszczalnik szybko się brudni – po kilku partiach detale „myte” w oleju z poprzednich partii. Dodatkowo: otwarte koryta z rozpuszczalnikami generują emisje do środowiska pracy, co stanowi problem BHP i środowiskowy.
Stosowane w produkcji niskoseryjnej, gdzie wymagania czystości są minimalne. W produkcji wielkoseryjnej dla automotive i elektrotechniki – nieakceptowalne.
Mycie natryskowe
Detale spryskiwane strumieniem medium czyszczącego pod ciśnieniem. Skuteczne na płaskich, otwartych powierzchniach, ale strumień nie dociera do szczelin, otworów przelotowych i przestrzeni między detalami ułożonymi w koszu. Częściowa kontrola parametrów – ciśnienie i czas cyklu są powtarzalne, ale skuteczność zależy od geometrii detalu.
Lepsze od korytkowego, ale niewystarczające dla detali o złożonej geometrii lub z wymaganiami czystości na poziomie automotive i elektrotechniki.
Mycie próżniowe (IFP HMA 100)
Technologia, w której mycie odbywa się w komorze próżniowej. Obniżone ciśnienie eliminuje efekt „poduszki powietrznej” – medium czyszczące dociera do każdej szczeliny, otworu i zagłębienia detalu.
Dlaczego próżnia zmienia wszystko? W normalnych warunkach powietrze uwięzione w szczelinach i otworach blokuje dostęp medium czyszczącego. W próżni powietrze jest usuwane z komory – medium wnika tam, gdzie strumień natryskowy nigdy nie dotrze.
| Parametr | Korytkowe | Natryskowe | Próżniowe (IFP HMA 100) |
| Skuteczność na płaskich pow. | Niska | Wysoka | Bardzo wysoka |
| Skuteczność w szczelinach | Brak | Niska | Bardzo wysoka |
| Powtarzalność | Brak | Średnia | Bardzo wysoka |
| Kontrola parametrów | Brak | Częściowa | Pełna |
| Suszenie | Brak / na powietrzu | Nadmuchem | Próżniowe |
| Regeneracja medium | Brak | Częściowa | Pełna (destylacja) |
| Emisje do środowiska | Tak | Częściowe | Brak (zamknięty układ) |
Jak działa myjnia próżniowa IFP HMA 100
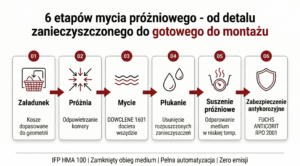
Myjnia IFP HMA 100 pracuje w technologii próżniowej z wykorzystaniem alkoholu modyfikowanego jako medium czyszczącego. Proces realizowany jest w zamkniętym układzie, w pełni automatycznie, bez ingerencji operatora w trakcie cyklu.
Standardowy cykl mycia:
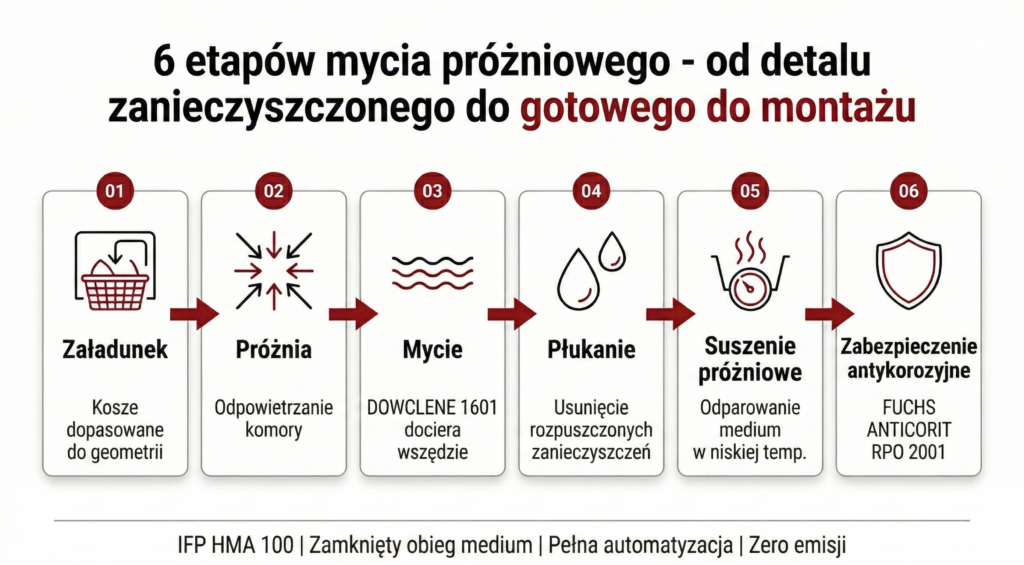
1. Automatyczny załadunek. Kosze z detalami wprowadzane do komory myjącej. Wielkość i konfiguracja kosza dostosowana do geometrii detali – zapewniając przepływ medium między elementami.
2. Faza próżniowa. Komora odpowietrzana – ciśnienie spada, usuwając powietrze z wszelkich szczelin i otworów. To kluczowy etap, który odróżnia mycie próżniowe od każdej innej metody.
3. Mycie. Medium czyszczące – alkohol modyfikowany DOWCLENE 1601 (alkoksypropanol) – wypełnia komorę i dociera do wszystkich powierzchni detalu, łącznie z miejscami normalnie niedostępnymi. W zależności od wymagań: mycie natryskowe, zanurzeniowe lub z wykorzystaniem ultradźwięków.
4. Płukanie. Detale płukane czystym medium, usuwającym rozpuszczone zanieczyszczenia z powierzchni.
5. Suszenie próżniowe. Obniżenie ciśnienia powoduje odparowanie medium z powierzchni detali w niskiej temperaturze. Detal wychodzi suchy, bez śladów medium czyszczącego – bez konieczności suszenia gorącym powietrzem.
6. Zabezpieczenie antykorozyjne. Dla detali stalowych – opcjonalna faza aplikacji środka antykorozyjnego FUCHS ANTICORIT RPO 2001, chroniącego detal podczas transportu i magazynowania.
Cały cykl jest zautomatyzowany – parametry (ciśnienie, czas, temperatura) powtarzalne z cyklu na cykl. Brak zależności od operatora, brak zmienności między partiami. Medium czyszczące jest regenerowane w zamkniętym obiegu przez destylację i filtrację – nie jest zrzucane po użyciu, lecz oczyszczane i wykorzystywane ponownie.
Zakres usuwanych zanieczyszczeń
System skutecznie usuwa:
- Oleje i emulsje obróbcze (pozostałości po wykrawaniu i formowaniu)
- Mikro-wióry i cząstki metalu (efekt uboczny procesu cięcia)
- Pyły procesowe i pyły metaliczne
- Pozostałości smarów technologicznych
- Zanieczyszczenia filmowe (warstwy tłuszczowe na powierzchni, niewidoczne gołym okiem)
Uzyskany poziom czystości spełnia wymagania klientów z branży elektrotechnicznej i automotive, gdzie czystość powierzchni bezpośrednio wpływa na funkcjonalność komponentów – od przewodności elektrycznej po przyczepność powłok galwanicznych i lakierniczych.
Zabezpieczenie antykorozyjne – dlaczego to część procesu, nie osobne zlecenie
Detal czysty, ale nieochroniony, po dwóch tygodniach w magazynie może mieć punkty korozji. Czysta powierzchnia jest bardziej reaktywna niż brudna – paradoksalnie, warstwa oleju obróbczego chroniła metal przed kontaktem z wilgocią z otoczenia.
Dlatego profesjonalny proces mycia kończy się zabezpieczeniem antykorozyjnym. W Prasmet stosujemy FUCHS ANTICORIT RPO 2001 – preparat antykorozyjny aplikowany automatycznie na wyjściu z myjni. Detal opuszcza linię czysty, suchy i zabezpieczony – gotowy do magazynowania i transportu bez ryzyka korozji.
Dla detali ze stali nierdzewnej, miedzi lub mosiądzu zabezpieczenie antykorozyjne nie jest konieczne, ale mycie pozostaje wymagane – ze względu na zanieczyszczenia procesowe wpływające na lutowanie, klejenie i przewodność elektryczną.
Mycie jako element zintegrowanego procesu
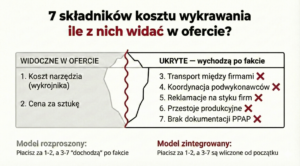
W typowym łańcuchu dostawczym mycie to osobne zlecenie: detale po wykrawaniu pakowane, wysyłane do zewnętrznej myjni, myte, pakowane ponownie, wysyłane z powrotem lub do klienta.
Efekty:
- Dodatkowy transport (koszt + czas + ryzyko uszkodzenia mechanicznego)
- Dodatkowy lead time (3-5 dni roboczych)
- Ryzyko zanieczyszczenia wtórnego (brudne opakowania, transport w nieodpowiednich warunkach)
- Brak odpowiedzialności za wynik końcowy („u nas było czyste, zbrudziło się w transporcie”)
W modelu zintegrowanym mycie to etap produkcyjny, nie osobne zlecenie. Detal przechodzi z prasy przez obróbkę dodatkową, galwanizację (w sąsiednim budynku), a następnie trafia do myjni IFP HMA 100 – bez transportu między firmami, bez dodatkowego pakowania, bez ryzyka zanieczyszczenia wtórnego.
Mycie stanowi ostatni etap przed kontrolą końcową i pakowaniem. Klient otrzymuje komponent:
- Czysty technologicznie
- Gotowy do montażu bez dodatkowego czyszczenia
- Zabezpieczony przed korozją (dla detali stalowych)
- Z pełną dokumentacją jakościową w ramach PPAP
Porównanie modelu z jednym dostawcą vs. trzema podwykonawcami – z perspektywy kosztów i ryzyka – opisujemy w artykule: Ile naprawdę kosztuje wykrawanie detali? Temat konsolidacji łańcucha dostaw omawiamy szerzej w osobnym artykule: Jeden dostawca vs. trzech podwykonawców – co naprawdę decyduje o koszcie detalu.
Efektywność i odpowiedzialność środowiskowa
Technologia próżniowa IFP HMA 100 to nie tylko jakość mycia, ale także odpowiedzialność środowiskowa:
- Zamknięty obieg medium – alkohol modyfikowany jest regenerowany przez destylację i filtrację. Nie jest zrzucany po użyciu, lecz oczyszczany i wykorzystywany ponownie.
- Brak emisji do atmosfery – zamknięty układ eliminuje opary rozpuszczalników w środowisku pracy. Bezpieczne warunki BHP bez dodatkowej wentylacji.
- Redukcja zużycia chemii – regeneracja medium wydłuża jego żywotność wielokrotnie w porównaniu z systemami otwartymi.
- Mniejsza ilość odpadów – destylacja separuje zanieczyszczenia, minimalizując odpady do utylizacji.
Dla klientów raportujących ESG i ślad węglowy łańcucha dostaw (Scope 3) – zamknięty system mycia bez emisji to konkretny argument w raporcie. Dostawca z kontrolowanym procesem środowiskowym to dostawca, który nie generuje problemów w audycie.
Najczęstsze pytania o mycie detali wykrawanych
Czy mycie jest konieczne dla każdego detalu?
Zależy od zastosowania. Detale montowane w środowiskach niekrytycznych (np. elementy konstrukcyjne w budownictwie) mogą nie wymagać mycia próżniowego. Ale detale do lutowania, klejenia, lakierowania, aplikacji elektrycznych lub kontaktu ze środowiskiem spożywczym – wymagają kontrolowanej czystości powierzchni. W praktyce: większość detali dla branży elektrotechnicznej i automotive przechodzi przez mycie.
Ile trwa cykl mycia?
Pojedynczy cykl w myjni IFP HMA 100 trwa od kilkunastu do kilkudziesięciu minut – w zależności od geometrii detali i wymaganego poziomu czystości. Myjnia pracuje w trybie ciągłym, równolegle z produkcją seryjną – nie jest wąskim gardłem procesu.
Czy mycie zmienia wymiary detalu?
Nie. Mycie próżniowe z alkoholem modyfikowanym nie wpływa na geometrię ani wymiary detalu. Medium nie reaguje chemicznie z metalem – jedynie rozpuszcza i usuwa zanieczyszczenia organiczne.
Jaka jest różnica między myciem a odtłuszczaniem?
Odtłuszczanie to usuwanie warstwy tłuszczowej (olejów, smarów). Mycie próżniowe obejmuje odtłuszczanie, ale idzie dalej: usuwa także cząstki stałe (wióry, pyły metaliczne), które odtłuszczacz nie rusza. To kompletny proces czyszczenia, nie tylko usuwanie tłuszczu.
Czysty detal = gotowy detal
W produkcji wielkoseryjnej każdy etap po wykrawaniu – obróbka dodatkowa, galwanizacja, mycie, kontrola – musi być częścią jednego, spójnego procesu. Gdy mycie jest realizowane w tym samym zakładzie co produkcja, z kontrolowanymi parametrami i automatyczną powtarzalnością, detal opuszczający fabrykę jest gotowy do montażu. Bez dodatkowego czyszczenia po stronie klienta. Bez niespodzianek na linii.
W Prasmet mycie próżniowe w myjni IFP HMA 100 to standard – nie opcja. Każdy detal, który tego wymaga, przechodzi przez kontrolowany cykl: mycie w próżni, suszenie próżniowe, zabezpieczenie antykorozyjne. Pod jednym dachem z wykrawaniem, galwanizacją w sąsiednim budynku i laboratorium pomiarowym Keyence.