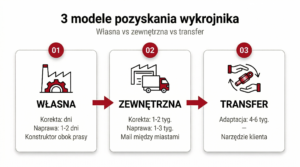
Szukasz dostawcy, który wytłoczy detal z blachy, dostarczy go gotowego do montażu i dołoży pełną dokumentację PPAP – bez żonglowania między narzędziownią, galwanizerem, myjnią i firmą kurierską?
Jeśli zarządzasz produkcją lub zakupami w firmie OEM albo u dostawcy Tier 1, prawdopodobnie znasz ten scenariusz: narzędziownia robi wykrojnik, ale nie wdraża go na swoim parku maszynowym. Producent wykrawa i tłoczy, ale nie galwanizuje. Galwanizer cynkuje, ale nie myje. Myjnia myje, ale nie pakuje. W efekcie masz czterech podwykonawców, cztery faktury, cztery terminy realizacji – i brak odpowiedzialnego za całość zlecenia, którego nie da się wskazać, gdy coś pójdzie nie tak.
Ten przewodnik opisuje alternatywny model: cały proces wykrawania, tłoczenia blach na prasach – od momentu, gdy wysyłasz rysunek techniczny, do chwili, gdy gotowe detale trafiają na Twoją linię montażową – realizowany w jednym zakładzie, bez pośredników. Z konkretnymi parametrami procesu, etapami realizacji i listą pytań, które warto zadać dostawcy przed wysłaniem zamówienia.
Artykuł opieramy na ponad 20 latach doświadczenia w produkcji detali wykrawanych i tłoczonych dla branży automotive, elektrotechnicznej i przemysłowej – dla klientów takich jak ABB, Rockwell Automation, Johnson Electric czy ZF, w Polsce i na rynkach eksportowych.
Czym jest wykrawanie metali na prasach i kiedy to właściwa technologia
Tłoczenie metali to proces obróbki plastycznej blachy, w którym prasa za pomocą wykrojnika nadaje materiałowi pożądany kształt. Pod pojęciem „tłoczenie” kryje się kilka operacji: wykrawanie (wycinanie konturu z arkusza blachy), gięcie, ciągnienie, formowanie i przetłaczanie. W zależności od złożoności detalu operacje te realizowane są w jednym narzędziu progresywnym (progressive die) lub w kilku osobnych krokach.
Kluczowe pytanie nie brzmi „czym jest wykrawanie” – to wie każdy inżynier produkcji. Kluczowe pytanie brzmi: kiedy wykrawanie na prasie jest lepszym wyborem niż laser, CNC czy inna technologia?
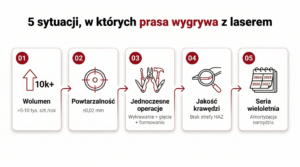
Krótka odpowiedź: wykrawanie wygrywa tam, gdzie masz wolumen. Przy produkcji jednorazowej lub kilkudziesięciu sztuk laser jest szybszy i nie wymaga inwestycji w narzędzie. Ale przy seriach liczonych w tysiącach sztuk rocznie koszt sztuki na prasie spada drastycznie, a powtarzalność rośnie.
| Parametr | Wykrawanie na prasie | Cięcie laserowe | Obróbka CNC |
|---|---|---|---|
| Opłacalny wolumen | od kilku tys. szt./rok | od 1 szt. | od 1 szt. |
| Koszt narzędzia | tak (wykrojnik) | brak | brak (oprogramowanie) |
| Powtarzalność | bardzo wysoka (±0,02 mm) | średnia (±0,1 mm) | bardzo wysoka (±0,02 mm) |
| Prędkość produkcji | bardzo wysoka | niska-średnia | niska |
| Koszt/szt. przy dużych seriach | najniższy | wysoki | wysoki |
| Jakość krawędzi | czysta, bez strefy wpływu ciepła | strefa HAZ, możliwe tlenki | bardzo dobra |
Wykrawanie na prasach do 100 ton pozwala obrabiać blachy o grubości do 4 mm z tolerancjami na poziomie ±0,02 mm. To wystarczy do produkcji większości detali płaskich i giętych stosowanych w elektrotechnice, automotive, AGD czy automatyce przemysłowej.
Uwaga terminologiczna: w polskiej branży pojęcia „tłoczenie” i „wykrawanie” bywają używane zamiennie. Technicznie wykrawanie to jedna z operacji tłoczenia (wycinanie konturu z blachy), ale w praktyce wielu kupców i inżynierów szuka „wykrawania metali”, mając na myśli cały proces. W tym artykule używamy tych pojęć zgodnie z ich technicznym znaczeniem.
Porównanie wykrawania z laserem – z kalkulacjami kosztów przy różnych
wolumenach – to temat, który zasługuje na osobną analizę: Laser vs prasa: 5 sytuacji, w
których prasa wygrywa.
Proces tłoczenia krok po kroku – od rysunku do gotowego detalu
Poniżej – pełen cykl realizacji zlecenia, od zapytania ofertowego po wysyłkę gotowych detali. Każdy etap realizowany jest w jednym zakładzie, co eliminuje transporty między firmami, opóźnienia na styku podwykonawców i niejasności w odpowiedzialności za jakość.

Etap 1: Zapytanie ofertowe i analiza techniczna
Proces zaczyna się od rysunku technicznego – 2D lub modelu 3D. Biuro konstrukcyjne analizuje: materiał, tolerancje, wymagania dotyczące wykończenia powierzchni, planowany wolumen roczny i wymagania jakościowe (PPAP, normy branżowe).
Konstruktorzy pracują bezpośrednio obok hali produkcyjnej. Jeśli rysunek zawiera element trudny do wytłoczenia – np. zbyt mały promień gięcia dla danej grubości blachy – informacja wraca do klienta w ciągu godzin, nie dni. Nie ma poczty między biurem a fabryką, bo biuro i fabryka to ten sam budynek
Wycena obejmuje trzy składniki: koszt narzędzia (jednorazowy), cenę za sztukę (zależną od wolumenu) oraz koszt obróbki dodatkowej (galwanizacja, mycie, hartowanie – jeśli wymagane).
Etap 2: Projekt i wykonanie narzędzia (wykrojnika)
Wykrojnik to serce procesu tłoczenia. Od jego jakości zależy powtarzalność detalu, trwałość produkcji i koszt jednostkowy przez lata eksploatacji.
Własna narzędziownia oznacza, że projekt narzędzia, jego wykonanie i późniejszy serwis dzieją się w tym samym miejscu co produkcja. Konstruktor narzędzia może zejść na halę i zobaczyć, jak wykrojnik pracuje na prasie. Eliminuje to sytuację, w której zewnętrzna narzędziownia zrzuca winę na producenta, a producent na narzędziownię – bo obie funkcje są pod jednym dachem.
Typy wykrojników dobiera się do detalu:
- Wykrojniki progresywne (progressive die) – detal przechodzi kolejne operacje w jednym narzędziu, automatycznie posuwany taśmą blachy. Najwyższa wydajność przy dużych seriach, ale też najwyższy koszt narzędzia.
- Wykrojniki z płytą dociskającą (compound) – kilka operacji w jednym skoku prasy. Optymalne dla detali o umiarkowanej złożoności.
- Wykrojniki pojedyncze – jedna operacja na jedno narzędzie. Najniższy koszt wejścia, ale wymagają kilku przejść.
Czas realizacji wykrojnika we własnej narzędziowni: 10 do 12 tygodni od zamówienia do pierwszych próbek. W przypadku transferu gotowego narzędzia od klienta (np. przy zmianie dostawcy) – 4 do 6 tygodni do uruchomienia produkcji seryjnej.
Wpływ modelu narzędziowni (własna vs. zewnętrzna) na koszty i czas realizacji to temat, który omawiamy w osobnym artykule: Narzędziownia wewnętrzna vs. zewnętrzna.
Etap 3: Próby i optymalizacja
Pierwsze detale z nowego narzędzia trafiają do laboratorium pomiarowego. Automatyczny mikroskop Keyence weryfikuje wymiary krytyczne z dokładnością do tysięcznych części milimetra.
Jeśli wyniki odbiegają od specyfikacji – narzędziownia koryguje wykrojnik na miejscu. Cykl „pomiar – korekta – ponowna próba” zamyka się w dniach, nie tygodniach, bo narzędziownia, prasa i laboratorium są w jednym zakładzie. Po zatwierdzeniu wymiarów przez klienta narzędzie przechodzi do produkcji seryjnej.
Etap 4: Tłoczenie serii produkcyjnej
Prasy mimośrodowe i szybkobieżne o nacisku do 100 ton realizują serie od partii pilotażowych po produkcję wielkoseryjną – do 10 milionów sztuk rocznie.
Materiały: stale węglowe (DC01-DC04), stale nierdzewne, aluminium, miedź, mosiądz, brąz – w grubościach od 0,2 do 4 mm.
Proces monitorowany jest za pomocą kart kontrolnych SPC (Statistical Process Control). Celem jest wychwycenie trendu zanim stanie się wadą – np. stopniowe zużycie narzędzia, które powoduje narastające odchyłki wymiarowe. Reakcja następuje przy pierwszym sygnale, nie po tym, jak wadliwe detale trafią do magazynu.
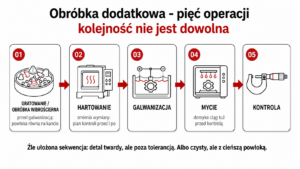
Etap 5: Obróbka dodatkowa
W zależności od wymagań klienta detale po tłoczeniu przechodzą:
- Obróbkę wibrościerną / gratowanie – usunięcie gratów, wygładzenie krawędzi, ujednolicenie powierzchni za pomocą mediów ściernych w pojemnikach wibracyjnych.
- Hartowanie – zwiększenie twardości detalu, jeśli wymagana jest podwyższona odporność mechaniczna lub sprężystość.
Wszystkie te operacje realizowane są w tym samym zakładzie. Detal nie podróżuje między firmami – mniej transportów, mniej straconego czasu, mniej punktów, w których coś może pójść nie tak.
Operacjom wykończeniowym po tłoczeniu poświęcamy osobny artykuł.
Etap 6: Wykończenie powierzchni
Dwa procesy, które decydują o tym, czy detal dotrze do klienta gotowy do montażu:
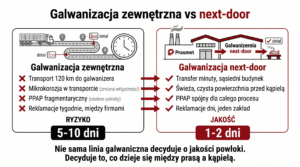
Galwanizacja next-door. Cynkowanie, niklowanie lub srebrzenie realizowane w sąsiednim budynku co tłoczenie. Bez transportu do zewnętrznego galwanizera – i bez ryzyka, że galwanizer opóźni dostawę, bo „miał awarię wanny”.
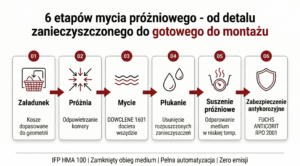
Mycie przemysłowe. Automatyczna myjnia próżniowa IFM HMA100 ze zmodyfikowanym alkoholem DOWCLENE 1601 (alkoksypropanol). Mycie w próżni zapewnia dotarcie medium czyszczącego do każdej szczeliny detalu. Zabezpieczenie antykorozyjne FUCHS ANTICORIT RPO 2001 na wyjściu z myjni chroni detal podczas transportu i magazynowania.
Dlaczego to istotne? Brudny detal to problem na linii montażowej klienta. Resztki oleju, wióry czy ślady emulsji na powierzchni mogą powodować problemy z lutowaniem, klejeniem, lakierowaniem lub przewodnością elektryczną. Profesjonalne mycie eliminuje to ryzyko u źródła.
Galwanizacji detali tłoczonych poświęcamy osobny
artykuł. Temat czystości powierzchni po myciu omawiamy szczegółowo w artykule: Czystość
detali tłoczonych – mycie przemysłowe.
Etap 7: Kontrola końcowa, dokumentacja PPAP i wysyłka
Ostatni etap:
- Kontrola wymiarowa w laboratorium Keyence – weryfikacja wymiarów krytycznych na próbce z partii produkcyjnej.
- Dokumentacja PPAP (Production Part Approval Process) – pakiet dokumentów potwierdzający stabilność i powtarzalność procesu. Dostarczany w standardzie, bez dodatkowych opłat.
- Pakowanie zgodne ze specyfikacją klienta.
- Wysyłka z magazynu w ciągu 48-72 godzin.
W Prasmet cały proces – od projektu wykrojnika we własnej narzędziowni, przez tłoczenie na prasach do 100 ton, galwanizację, mycie w myjni próżniowej IFM HMA100, po kontrolę wymiarową w laboratorium Keyence i dokumentację PPAP – realizowany jest pod jednym dachem, bez podwykonawców.
Dokumentacji PPAP w kontekście tłoczenia poświęcamy osobny artykuł: PPAP w wykrawaniu – dokumentacja w standardzie.
Materiały – co i z czego można tłoczyć na prasach
Dobór materiału wpływa na wszystko: wymagany nacisk prasy, konstrukcję wykrojnika, trwałość narzędzia i koszty produkcji. Poniżej – materiały najczęściej stosowane w tłoczeniu na prasach do 100 ton.
| Materiał | Grubość | Typowe zastosowania | Uwagi |
|---|---|---|---|
| Stal węglowa (DC01-DC04) | 0,3-4,0 mm | Automotive, AGD, budownictwo, automatyka | Najczęściej tłoczony materiał. Dobra formowalność, niski koszt surowca. |
| Stal nierdzewna | 0,3-3,0 mm | Medycyna, elektronika, przemysł spożywczy | Wymaga większego nacisku prasy. Wyższa odporność korozyjna – często bez potrzeby galwanizacji. |
| Aluminium | 0,5-4,0 mm | Oświetlenie, elektronika, transport | Lekkie, dobra przewodność cieplna i elektryczna. Wrażliwe na zarysowania – wymaga ostrożności przy tłoczeniu lub stosowania folii ochronnych. |
| Miedź i mosiądz | 0,2-3,0 mm | Elektrotechnika, styki, złącza, szyny prądowe | Najwyższa przewodność elektryczna. Kluczowy materiał dla branży elektrotechnicznej i energetycznej. |
Właściwości mechaniczne materiału – granica plastyczności, wytrzymałość na rozciąganie, wydłużenie – determinują, czy detal da się wytłoczyć na prasie o danym nacisku i jaki typ wykrojnika będzie optymalny. Dlatego analiza materiałowa jest jednym z pierwszych kroków przy wycenie nowego projektu.
Warto wiedzieć: ten sam kształt detalu wytłoczony ze stali węglowej i ze stali nierdzewnej może wymagać zupełnie innego narzędzia. Nierdzewka ma wyższą granicę plastyczności, więc narzędzie musi wytrzymać większe siły – a to wpływa na jego koszt i konstrukcję.
Jakość i powtarzalność – jak to mierzyć i czego wymagać od dostawcy
Słowo „jakość” w ofercie dostawcy nie znaczy nic, jeśli nie stoi za nim konkretna metryka. Każdy producent deklaruje „najwyższą jakość”. Niewielu podaje liczby, które to potwierdzają.
W tłoczeniu wielkoseryjnym jakość mierzy się czterema wskaźnikami:
Tolerancje wymiarowe – zakres dopuszczalnych odchyłek od wymiaru nominalnego. W tłoczeniu na prasach osiągalne tolerancje to ±0,02 mm na wymiarach krytycznych. To poziom wystarczający dla zdecydowanej większości zastosowań w automotive i elektrotechnice.
PPM (Parts Per Million) – wskaźnik wadliwości wyrażony w częściach na milion wyprodukowanych detali. Jeśli dostawca produkuje milion sztuk i 50 z nich jest wadliwych, jego PPM wynosi 50. Im niższy PPM, tym stabilniejszy proces. Jeśli dostawca nie potrafi podać swojego PPM – prawdopodobnie go nie mierzy.
CpK (Process Capability Index) – wskaźnik zdolności procesu. CpK ≥ 1,33 oznacza proces stabilny, mieszczący się w granicach tolerancji z odpowiednim marginesem bezpieczeństwa. W automotive wymagany standard to często CpK ≥ 1,67. Wartość poniżej 1,0 sygnalizuje, że proces generuje wadliwe detale systemowo – nawet jeśli na pierwszy rzut oka tego nie widać.SPC (Statistical Process Control) – ciągły monitoring procesu za pomocą kart kontrolnych. SPC pozwala wykryć trend zanim stanie się problemem – np. stopniowe zużycie narzędzia powodujące narastające odchyłki wymiarowe.
Powtarzalność w tłoczeniu wielkoseryjnym mierzy się wskaźnikami PPM i CpK, a nie deklaracjami o „najwyższej jakości”. Dostawca, który nie podaje tych wartości, prawdopodobnie ich nie mierzy.
Kontrola wymiarowa w laboratorium wyposażonym w automatyczny mikroskop pomiarowy Keyence, monitoring SPC w trakcie produkcji oraz dokumentacja PPAP dostarczana w standardzie – to minimalne wymagania wobec dostawcy detali tłoczonych dla branży automotive i elektrotechnicznej.
System kontroli jakości w tłoczeniu wielkoseryjnym omawiamy szczegółowo w osobnym artykule.
Ile to kosztuje – struktura kosztów tłoczenia
Koszt tłoczenia składa się z dwóch widocznych elementów i kilku ukrytych, o których standardowa oferta dostawcy zwykle nie wspomina.
Dwa widoczne składniki:
- Koszt wykrojnika – jednorazowa inwestycja na starcie projektu. Zależy od złożoności detalu, liczby operacji w narzędziu i typu wykrojnika (progresywny, compound, pojedynczy).
- Cena za sztukę – zależy od materiału, czasu cyklu i wielkości serii. Im większy wolumen, tym niższy koszt jednostkowy.
Pięć ukrytych składników (w modelu z wieloma podwykonawcami):
- Transport detali między firmami (tłoczarnia – galwanizer – myjnia – pakownia)
- Koordynacja podwykonawców (śledzenie terminów, pilnowanie jakości na każdym etapie)
- Reklamacje na styku firm (kto odpowiada, gdy detal po galwanizacji nie spełnia wymagań?)
- Przestoje na linii montażowej klienta (bo jedna z firm w łańcuchu się opóźniła)
- Opóźniona lub niekompletna dokumentacja PPAP (bo dostawca nie robi tego w standardzie)
Model zintegrowany – jeden dostawca realizujący tłoczenie, obróbkę dodatkową, galwanizację, mycie, kontrolę jakości i PPAP w jednym zakładzie – eliminuje składniki 3-7. Cena za sztukę może być wyższa niż u tłoczarni bez zaplecza, ale całkowity koszt posiadania (Total Cost of Ownership) jest niższy, bo nie płacisz za koordynację, transporty i przestoje.
Koncept BEP (Break-Even Point) pozwala policzyć, od jakiego wolumenu inwestycja w wykrojnik zwraca się w porównaniu z technologią niewymagającą narzędzia (np. laserem). Dokładny próg zależy od geometrii detalu, materiału i planowanej wielkości serii.
Pełna analiza z przykładami kalkulacyjnymi: Ile naprawdę kosztuje wykrawanie detali? Kalkulacja, której nie dostaniesz w ofercie.
Jak wybrać dostawcę detali tłoczonych – 10 pytań, które warto zadać przed podpisaniem umowy
Zanim zwiążesz się z dostawcą, sprawdź poniższe punkty. Każdy z nich wpływa na to, czy współpraca będzie płynna – czy pełna kosztownych niespodzianek.
1. Czy ma własną narzędziownię?
Własna narzędziownia = wykrojnik projektowany, wykonywany i serwisowany tam, gdzie się na nim produkuje. Awaria narzędzia? Naprawa w godzinach, nie w tygodniach.
2. Czy wykonuje PPAP w standardzie, bez dopłat?
PPAP to nie „opcja premium” – to standard w automotive i elektrotechnice. Jeśli dostawca każe dopłacić za dokumentację, to sygnał, że traktuje ją jako koszt dodatkowy, a nie jako część procesu.
3. Czy ma galwanizację in-house?
Galwanizacja u podwykonawcy = dodatkowy transport, dodatkowy termin, dodatkowy punkt ryzyka. In-house = detal nie opuszcza zakładu aż do momentu wysyłki do klienta.
4. Czy ma profesjonalną myjnię przemysłową?
Mycie w korycie z rozpuszczalnikiem to nie mycie przemysłowe. Szukaj myjni próżniowej z kontrolowanymi parametrami procesu.
5. Czy ma laboratorium pomiarowe?
Pomiar suwmiarką to nie kontrola jakości. Automatyczny mikroskop pomiarowy eliminuje błąd ludzki i daje powtarzalne, udokumentowane wyniki.
6. Jaki PPM deklaruje i jak go mierzy?
Jeśli dostawca nie potrafi podać PPM – nie śledzi wadliwości systemowo. Jeśli śledzi, ale nie chce podać – wynik prawdopodobnie nie jest imponujący.
7. Ile trwa cały cykl od zapytania do pierwszej dostawy seryjnej?
Realistyczny czas dla nowego projektu z wykrojnikiem to kilkanaście tygodni. Dostawca, który obiecuje gotowe narzędzie w 4 tygodnie, albo uprości konstrukcję kosztem jakości, albo nie dotrzyma terminu.
8. Czy może magazynować gotowe detale i wysyłać na żądanie?
Model „wyprodukuj na zapas, wyślij w 48-72h na zamówienie” eliminuje przestoje na linii klienta spowodowane oczekiwaniem na dostawę.
9. Czy ma doświadczenie w Twojej branży?
Wymagania w automotive różnią się od wymagań w oświetleniu czy AGD. Dostawca obsługujący klientów z Twojej branży zna normy, wymagania dokumentacyjne i niepisane zasady współpracy.
10. Czy konstruktorzy pracują blisko produkcji?
Biuro konstrukcyjne w innym mieście niż hala = wolne iteracje, długie pętle informacyjne. Konstruktorzy obok pras = korekta narzędzia tego samego dnia.
Dostawca detali tłoczonych, który łączy pod jednym dachem narzędziownię, tłoczenie, galwanizację, mycie przemysłowe i laboratorium pomiarowe, eliminuje 2-3 podwykonawców z łańcucha – a tym samym tygodnie oczekiwania i ryzyko błędów na styku firm.
Najczęstsze pytania o tłoczenie metali na prasach
Od jakiego wolumenu opłaca się tłoczenie na prasach zamiast cięcia laserowego?
Tłoczenie staje się opłacalne przy seriach od kilku tysięcy sztuk rocznie. Dokładny próg (Break-Even Point) zależy od złożoności detalu i kosztu wykrojnika – im prostszy detal, tym szybciej inwestycja w narzędzie się zwraca. Szczegółową kalkulację z przykładami opisujemy w artykule Ile naprawdę kosztuje wykrawanie detali?
Ile trwa wykonanie wykrojnika?
We własnej narzędziowni – od 10 do 12 tygodni od zamówienia do pierwszych próbek. Transfer gotowego narzędzia od klienta (np. przy zmianie dostawcy) – od 4 do 6 tygodni do uruchomienia produkcji seryjnej.
Jakie materiały można tłoczyć?
Stale węglowe i nierdzewne, aluminium, miedź, mosiądz – w grubościach od 0,2 do 4 mm. Dobór materiału wpływa na konstrukcję wykrojnika, wymagany nacisk prasy i koszt narzędzia.
Co to jest PPAP i dlaczego powinienem o niego pytać?
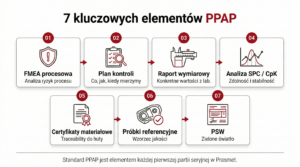
PPAP (Production Part Approval Process) to pakiet dokumentów potwierdzający, że proces produkcji jest stabilny, powtarzalny i zgodny ze specyfikacją klienta. Zawiera m.in. FMEA procesową, plan kontroli, raport wymiarowy i analizę zdolności procesu (SPC). W branży automotive PPAP jest warunkiem koniecznym uruchomienia dostawcy. Dokumentacji PPAP w tłoczeniu poświęcamy osobny artykuł: PPAP w wykrawaniu – dokumentacja w standardzie.
Czy detale tłoczone wymagają obróbki dodatkowej?
Zależy od wymagań projektu. Typowe operacje po tłoczeniu to gratowanie (usunięcie ostrych krawędzi), galwanizacja (ochrona antykorozyjna) i mycie przemysłowe (usunięcie zanieczyszczeń przed montażem). U dostawcy z pełnym zapleczem technologicznym wszystkie te operacje realizowane są w ramach jednego procesu – detal opuszcza zakład gotowy do montażu na linii klienta.
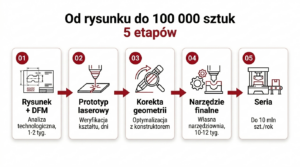
Czy mogę przetestować koncepcję detalu bez inwestycji w wykrojnik?
Przed zamówieniem finalnego narzędzia możliwe jest wykonanie prototypów metodami alternatywnymi – np. cięciem laserowym lub elektrodrążeniem – co pozwala zweryfikować geometrię i dopasowanie bez pełnej inwestycji w wykrojnik. Temu zagadnieniu poświęcamy osobny artykuł: Od prototypu do 100 000 sztuk.
Od rysunku do gotowego detalu – pod jednym dachem
Tłoczenie metali na prasach to technologia, która łączy wysoką wydajność z precyzją i powtarzalnością. Ale sama technologia to połowa sukcesu. Druga połowa to model realizacji.
Dostawca, u którego cały proces – od projektu narzędzia, przez tłoczenie, obróbkę dodatkową, galwanizację, mycie, kontrolę jakości, po dokumentację PPAP i wysyłkę – odbywa się w jednym zakładzie, daje coś, czego żaden zestaw podwykonawców nie zapewni: jednego odpowiedzialnego za całość. Jedną firmę, do której dzwonisz, gdy coś nie gra – i która nie ma na kogo zrzucić winy.
Masz rysunek detalu, który chcesz wytłoczyć?
Wyślij go do analizy – wycenę otrzymasz bez zobowiązań. Sprawdzimy, czy tłoczenie to właściwa technologia dla Twojego projektu, i zaproponujemy optymalny model realizacji.