Laser jest świetną technologią. Szybki start, zero kosztów narzędzia, elastyczność geometrii – trudno o lepsze rozwiązanie do prototypów i krótkich serii. Ale jest punkt, w którym laser przestaje się opłacać. I nie chodzi tylko o cenę za sztukę.
Chodzi o powtarzalność. O jakość krawędzi, o możliwość wykonania gięcia, formowania i wykrawania w jednym uderzeniu prasy. O to, że przy 50 000 sztuk rocznie różnica w koszcie jednostkowym jest kilkukrotna – a przy 200 000 sztuk staje się absurdalna.
Ten artykuł nie jest argumentem przeciwko laserowi. To przewodnik, który pomaga określić, kiedy warto przejść z lasera na prasę – i co konkretnie zyskujesz, podejmując tę decyzję. Pełny opis procesu wykrawania krok po kroku – od rysunku po dostawę – znajdziesz w przewodniku: Wykrawanie metali na prasach do 100 ton: kompletny przewodnik.
Kiedy laser, kiedy prasa – zasada ogólna
Laser jest optymalny tam, gdzie nie ma wolumenu. Prototypy, serie jednorazowe, kilkadziesiąt lub kilkaset sztuk – laser wygrywa, bo nie wymaga inwestycji w narzędzie. Uruchamiasz plik, wycinasz, dostajesz detale w kilka dni. Bez wykrojnika, bez 10-12 tygodni oczekiwania na narzędzie, bez jednorazowej inwestycji rzędowo kilku-kilkudziesięciu tysięcy złotych.
Prasa jest optymalna tam, gdzie jest wolumen. Tysiące, dziesiątki tysięcy, setki tysięcy sztuk rocznie. Inwestujesz w wykrojnik raz – a potem produkujesz z kosztem jednostkowym, który laser nigdy nie osiągnie. I z powtarzalnością, której laser fizycznie nie jest w stanie zapewnić, bo cięcie termiczne podlega innym prawom niż cięcie mechaniczne.
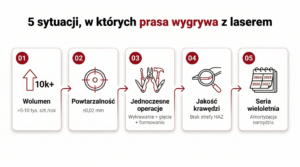
Problem pojawia się w szarej strefie: kilka tysięcy sztuk rocznie. Tu decyzja nie jest oczywista i wymaga kalkulacji Break-Even Point (próg rentowności) dla konkretnego detalu. Poniżej – 5 konkretnych sytuacji, w których prasa wygrywa. Nie teoretycznie, a mierzalnie.

1. Wolumen przekracza kilka tysięcy sztuk rocznie
Koszt wykrojnika to inwestycja jednorazowa – od kilku do kilkudziesięciu tysięcy złotych, w zależności od złożoności detalu, typu narzędzia (progresywny, z płytą dociskającą, jednooperacyjny), wymaganych tolerancji, geometrii kształtu i materiału. Przy serii 50 000 sztuk rocznie ten koszt rozkłada się na 0,40-1,20 zł na sztukę, a przy 200 000 – na grosze. Przy produkcji wieloletniej koszt narzędzia w przeliczeniu na pojedynczą sztukę staje się pomijalny.
Laser nie ma kosztu narzędzia, ale ma stały, wysoki koszt jednostkowy – każda sztuka kosztuje tyle samo, niezależnie od tego, czy produkujesz 100 czy 100 000. Przy małych seriach to zaleta. Przy dużych – kłoda u nogi, która robi się coraz cięższa z każdym tysiącznym detalem. Szczegółową kalkulację Break-Even Point, włącznie z przykładami przy różnych wolumenach, opisujemy w artykule: Ile naprawdę kosztuje wykrawanie detali?
2. Wymagana powtarzalność poniżej ±0,05 mm
Laser tnący blachy ma powtarzalność na poziomie ±0,1 mm. Wynika to z fizyki procesu: wiązka laserowa generuje ciepło, które powoduje lokalne odkształcenia termiczne materiału. Im grubsza blacha, im bardziej przewodzący termicznie materiał – tym większe odchyłki. Dla wielu zastosowań ±0,1 mm to wystarczająco. Ale nie dla wszystkich.
Detale montowane automatycznie na liniach robotycznych wymagają powtarzalności, która gwarantuje bezproblemowe podawanie i pozycjonowanie. Komponenty elektrotechniczne – styki, złącza, szyny prądowe – wymagają precyzyjnych pasowań, gdzie ±0,1 mm to za dużo. Elementy z wieloma otworami montażowymi wymagają zachowania wzajemnych relacji wymiarowych z dokładnością, której laser nie zapewni.
Prasa mimośrodowa z precyzyjnym wykrojnikiem utrzymuje tolerancje ±0,02 mm przez setki tysięcy cykli. Nie dlatego, że operator jest doświadczony – dlatego, że narzędzie determinuje wymiar mechanicznie, a monitoring SPC wykrywa trend zanim stanie się odchyłką. To fundamentalna różnica: w laserze powtarzalność zależy od stabilności wiązki i materiału. W prasie – od geometrii narzędzia.
3. Detal wymaga jednoczesnych operacji
Wykrawanie na prasie to nie tylko wycinanie konturu z blachy. Wykrojnik progresywny w jednym uderzeniu prasy wykonuje wykrawanie, gięcie, formowanie, przetłoczenia i łańcuszenie – wszystkie operacje jednocześnie, z jednego paska blachy. Detal wychodzi z prasy gotowy, bez dodatkowych stanowisk, bez ręcznego podawania, bez przerw między operacjami.
Laser tnie kontur – i na tym kończy. Każda kolejna operacja (gięcie na prasie krawędziowej, formowanie, przetłoczenie) wymaga oddzielnego stanowiska, oddzielnego ustawienia, dodatkowego czasu i dodatkowego źródła niepewności wymiarowej. Przy prostym detalu płaskim to bez znaczenia. Przy detalu giętym z przetłoczeniami i otworami montażowymi – różnica w czasie cyklu i powtarzalności jest rzędowa.
Przykład: obudowa sterownika z blachy stalowej – wykrawanie konturu, cztery gięcia, dwa przetłoczenia. Na laserze + prasie krawędziowej: 3 operacje, 3 ustawienia, czas cyklu liczony w minutach. Na prasie z wykrojnikiem progresywnym: 1 operacja, 1 uderzenie, czas cyklu liczony w sekundach.
4. Jakość krawędzi ma znaczenie funkcjonalne
Laser tnie termicznie. Na krawędzi cięcia powstaje strefa wpływu ciepła (HAZ – Heat Affected Zone), w której zmienia się struktura materiału. Krawędź może być utwardzona, krucha, pokryta warstewką tlenków. Dla stali węglowej – często pomijalne, bo efekt jest minimalny. Dla miedzi i mosiądzu – krytyczne.
Dlaczego? Tlenki miedzi na krawędzi cięcia pogarszają przewodność elektryczną kontaktu. Utrudniają lutowanie, bo lut nie zwilża utlenionej powierzchni. Pogarszają przyczepność powłok galwanicznych. W branży elektrotechnicznej – gdzie detale wykrawane służą jako styki, złącza i szyny prądowe – to jeden z najczęstszych powodów problemów jakościowych u klienta końcowego.
Wykrawanie na prasie to cięcie mechaniczne – bez ciepła, bez HAZ, bez tlenków. Krawędź jest czysta metalicznie, gotowa do galwanizacji, lutowania lub klejenia bez dodatkowej obróbki. Dla detali z miedzi i mosiądzu to nie preferencja – to konieczność.
5. Produkcja wieloletnia – amortyzacja narzędzia przez lata
Wykrojnik z odpowiedniej stali narzędziowej wytrzymuje setki tysięcy, a przy właściwej konserwacji i regularnej regeneracji – miliony cykli. Inwestycja zrobiona raz amortyzuje się przez lata produkcji. Przy projekcie trwającym 5-10 lat koszt narzędzia w przeliczeniu na sztukę staje się pomijalny, a każda sztuka produkowana jest z tą samą powtarzalnością co pierwsza.
Laser nie daje tego efektu skali w czasie. Rok 1 i rok 5 – ta sama cena za sztukę, ten sam czas cyklu, ten sam koszt operacyjny. Jedyna optymalizacja to negocjacja cenowa z podwykonawcą laserowym – ale fizyka procesu się nie zmienia.Dodatkowa zaleta długich serii: dostawca z własną narzędziownią regeneruje wykrojnik na miejscu, bez transportu do zewnętrznej firmy. Przestój produkcji trwa dni, nie tygodnie. System kontroli jakości (SPC, PPAP) działa w sposób ciągły, a dokumentacja procesowa nabudowuje się z każdym rokiem produkcji.
Porównanie parametryczne
Poniższe zestawienie podsumowuje kluczowe różnice między laserem a prasą w kontekście produkcji seryjnej:
| Parametr | Laser | Prasa (wykrawanie) |
| Koszt narzędzia | 0 zł | Od kilku do kilkudziesięciu tys. zł |
| Koszt/szt. przy 1 000 szt. | Niski | Wysoki (amortyzacja narzędzia) |
| Koszt/szt. przy 50 000 szt. | Bez zmian – stały | Kilkukrotnie niższy niż laser |
| Powtarzalność | ±0,1 mm (średnia) | ±0,02 mm (bardzo wysoka) |
| Operacje jednoczesne | Tylko cięcie konturu | Wykrawanie + gięcie + formowanie |
| Jakość krawędzi | HAZ, tlenki (miedź/mosiądz) | Cięcie mechaniczne, czysta krawędź |
| Czas uruchomienia | Godziny (plik → cięcie) | 10-12 tygodni (narzędzie) |
| Czas cyklu (seria) | Minuty/szt. | Sekundy/szt. |
| Skalowalność kosztowa | Liniowa (stały koszt/szt.) | Malejąca (im więcej, tym taniej) |
Kalkulacja Break-Even Point – przykład
Poniższe liczby ilustrują mechanizm kalkulacji. Nie stanowią oferty cenowej – rzeczywiste wartości zależą od geometrii detalu, materiału i wolumenu.
Scenariusz: detal płaski ze stali 1,5 mm, różne wolumeny roczne
Założenia poglądowe: cena za sztukę laserem – 3,50 zł. Cena za sztukę na prasie – 0,80 zł. Koszt wykrojnika – 25 000 zł.
BEP = 25 000 zł / (3,50 zł – 0,80 zł) = ok. 9 260 sztuk. Oznacza to, że przy rocznej produkcji powyżej ok. 9 300 sztuk prasa jest tańsza niż laser.
Przy 50 000 sztuk rocznie oszczędność wynosi ponad 110 000 zł w skali roku, a przy 100 000 sztuk – ponad 240 000 zł. Przy seriach wieloletnich te kwoty kumulują się w miliony.
Ogólna zasada: im prostszy detal, tym niższy koszt wykrojnika i tym szybciej prasa się zwraca. Im bardziej złożony – tym wyższy próg BEP, ale też tym większa różnica w jakości i powtarzalności na korzyść prasy. Dokładny BEP zależy od geometrii detalu i materiału – dlatego warto poprosić dostawcę o kalkulację porównawczą dla konkretnego rysunku. Pełna analiza kosztów: Ile naprawdę kosztuje wykrawanie detali?
Czego laser nie zrobi – i czego prasa nie zrobi
Uczciwe porównanie wymaga wskazania ograniczeń obu technologii.
Ograniczenia lasera:
Przetłoczenia, wytłoczenia, wybrzuszenia – operacje wymagające plastycznego odkształcenia materiału. Gięcia z precyzyjnym kątem i powtarzalnością (wymaga oddzielnej prasy krawędziowej). Duże serie w konkurencyjnej cenie. Czysta krawędź na miedzi i mosiądzu bez warstwy tlenków.
Ograniczenia prasy:
Pojedyncza sztuka lub kilkanaście sztuk – koszt narzędzia jest zbyt wysoki w stosunku do wolumenu. Bardzo złożone kontury z ostrymi narożnikami wewnętrznymi (ograniczenie promieni narzędzia). Szybka zmiana geometrii w trakcie produkcji – każda modyfikacja wymaga fizycznej korekty wykrojnika.
Idealna technologia nie istnieje. Istnieje technologia optymalna dla konkretnego wolumenu, geometrii i wymagania jakościowego. Kluczem jest kalkulacja – nie przyzwyczajenie.
Model hybrydowy: prototyp laserem, seria na prasie
Nie musisz wybierać jednej technologii na całe życie projektu. Najczęściej stosowany i najbardziej racjonalny model to ścieżka hybrydowa.
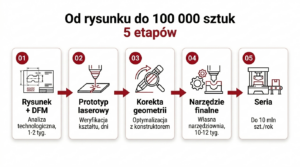
Etap 1: prototyp wycinasz laserem. Szybko, tanio, bez narzędzia. Testujesz geometrię i dopasowanie na linii montażowej klienta. Wprowadzasz korekty – ponownie laserem, w kilka dni. Etap 2: po zatwierdzeniu kształtu zamawiasz wykrojnik i przenosisz produkcję na prasę. Od tego momentu korzystasz z efektu skali: niższy koszt/szt., wyższa powtarzalność, krótszy czas cyklu.
Ta ścieżka minimalizuje ryzyko inwestycyjne: nie wydajesz kilkudziesięciu tysięcy złotych na narzędzie, zanim nie masz pewności, że detal jest finalny. A kiedy już masz pewność – dostawca z własną narzędziownią wykonuje wykrojnik w 10-12 tygodni i uruchamia produkcję seryjną. Temu zagadnieniu – przejściu od prototypu do serii – poświęcamy osobny artykuł: Od prototypu do 100 000 sztuk.
Najczęstsze pytania
Czy mogę zacząć od lasera i przejść na prasę w trakcie projektu?
Tak – to standardowa ścieżka. Wielu klientów zaczyna od prototypu laserowego
(kilkadziesiąt-kilkaset sztuk), testuje detal na linii, a po zatwierdzeniu zamawia wykrojnik.
Czas przejścia: 10-12 tygodni na wykonanie narzędzia we własnej narzędziowni. Przy
transferze gotowego wykrojnika od klienta – 4-6 tygodni do uruchomienia produkcji seryjnej.
Szczegółową analizę ścieżki znajdziesz w artykule: Od prototypu do 100 000 sztuk.
Czy prasa daje lepszą jakość niż laser?
Zależy od kryterium. Prasa daje wyższą powtarzalność (±0,02 mm vs ±0,1 mm), czystszą krawędź (brak HAZ i tlenków) i możliwość operacji jednoczesnych. Laser daje większą elastyczność geometrii i szybszy start. Lepsza jakość to nie pytanie o technologię – to pytanie o wymagania konkretnego projektu.
Od ilu sztuk prasa jest tańsza?
Typowo od kilku do kilkunastu tysięcy sztuk rocznie – w zależności od złożoności detalu i kosztu wykrojnika. Dla prostych detali płaskich (flat blanking) próg BEP jest niższy. Dla detali wielooperacyjnych (gięcie + formowanie) wykrojnik jest droższy, więc próg przesuwa się w górę. Dokładna odpowiedź wymaga kalkulacji porównawczej dla konkretnego rysunku.
Czy laser jest gorszy od prasy?
Nie. Laser jest gorszy od prasy przy dużych seriach – tak jak prasa jest gorsza od lasera przy prototypach. Każda technologia ma swój optymalny zakres zastosowania. Problem pojawia się wtedy, gdy firma produkuje 50 000 sztuk rocznie laserem, bo zawsze tak robiła – i nie policzyła, ile traci w skali roku.
Produkujesz laserem i zastanawiasz się, czy prasa byłaby tańsza?
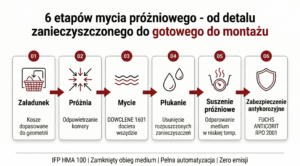
Wyślij rysunek techniczny z planowanym wolumenem. Przygotujemy kalkulację porównawczą: koszt narzędzia, cena za sztukę na prasie, Break-Even Point i szacowany czas zwrotu inwestycji. Bez zobowiązań.W Prasmet cały proces – od projektu wykrojnika we własnej narzędziowni, przez wykrawanie na prasach do 100 ton, galwanizację w sąsiednim budynku, mycie w myjni próżniowej IFM HMA100, po kontrolę w laboratorium Keyence i dokumentację PPAP w standardzie pod jednym dachem.