Wysyłasz zapytanie ofertowe do trzech dostawców wykrawania.
Dwóch odpowiada: „PPAP – dopłata 3 000-5 000 zł. Termin: 2-3 tygodnie po uruchomieniu produkcji.”
Trzeci odpowiada: „PPAP w standardzie. Dostarczamy z pierwszą partią seryjną.”
To nie jest różnica w cenniku. To jest różnica w podejściu do jakości.
Dostawca, który traktuje PPAP jako „usługę dodatkową”, mówi Ci wprost: dokumentacja jakościowa to dla niego koszt, nie standard. Że w normalnym trybie produkuje bez niej – a dopisuje ją, gdy klient wymaga i dopłaci.
Dostawca, który dostarcza PPAP w standardzie, mówi coś innego: ma system, który generuje te dane automatycznie, bo tak działa jego proces. Dokumentacja to nie dodatkowy wysiłek – to produkt uboczny kontrolowanej produkcji.
Ten artykuł wyjaśnia, z czego składa się PPAP, dlaczego w wykrawaniu wielkoseryjnym ma szczególne znaczenie i jak odróżnić dostawcę, który naprawdę kontroluje proces, od tego, który wypełnia formularze na życzenie.
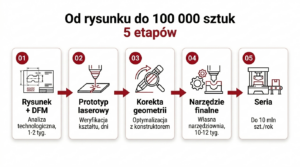
Pełny opis procesu wykrawania krok po kroku – od rysunku po dostawę – znajdziesz w przewodniku: Wykrawanie metali na prasach do 100 ton: kompletny przewodnik.
Co to jest PPAP i z czego się składa
PPAP – Production Part Approval Process – to ustandaryzowany pakiet dokumentów potwierdzający, że proces produkcji jest stabilny, powtarzalny i zgodny ze specyfikacją klienta. Wywodzi się z branży automotive (standard AIAG), ale jest wymagany również w elektrotechnice, automatyce przemysłowej i wszędzie tam, gdzie liczy się powtarzalność w produkcji wielkoseryjnej.
PPAP to nie jeden dokument. To pakiet składający się z maksymalnie 18 elementów. Nie każdy projekt wymaga wszystkich – ale dostawca powinien być w stanie dostarczyć każdy z nich.
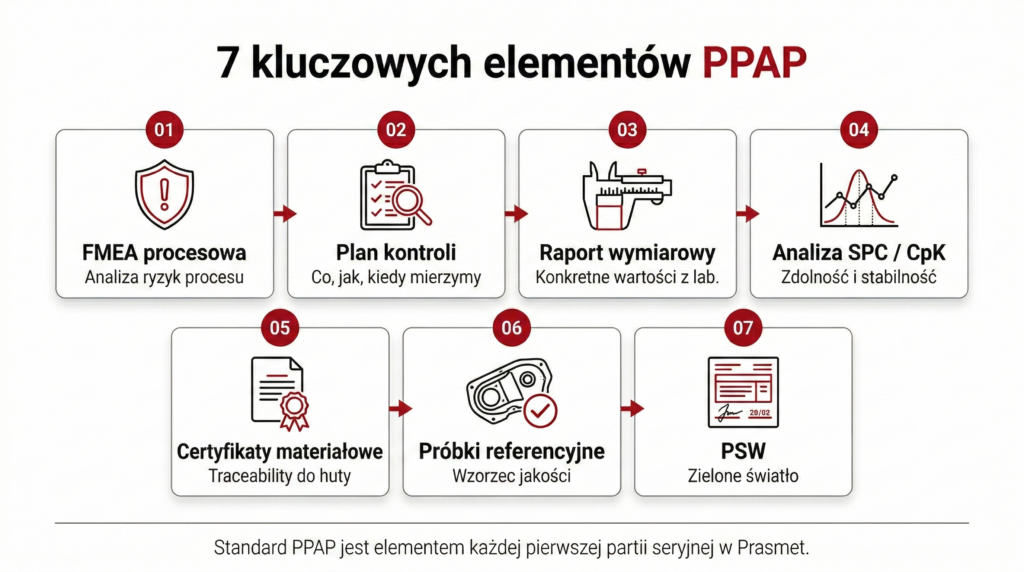
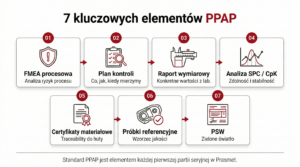
Kluczowe elementy PPAP z perspektywy kupującego:
1. FMEA procesowa (Process Failure Mode and Effects Analysis)
Analiza ryzyk w procesie produkcyjnym. Co może pójść nie tak? Jakie to ma konsekwencje? Co robimy, żeby to wykryć i zapobiec? Dostawca, który ma FMEA, wie, gdzie są słabe punkty jego procesu. Dostawca, który jej nie ma – dowiaduje się o nich z reklamacji.
2. Plan kontroli (Control Plan)
Dokument definiujący: co mierzymy, jak mierzymy, jak często mierzymy i co robimy, gdy wynik jest poza tolerancją. Plan kontroli to instrukcja, dzięki której proces nie zależy od „doświadczonego operatora” – zależy od systemu. W wykrawaniu wielkoseryjnym plan kontroli obejmuje zarówno wymiary krytyczne detalu, jak i parametry procesu: nacisk prasy, posuw taśmy, stan narzędzia.
3. Raport wymiarowy (Dimensional Results)
Pomiar wszystkich wymiarów krytycznych na próbce z partii produkcyjnej. Nie deklaracja „jest OK” – konkretne wartości z laboratorium pomiarowego, przyporządkowane do rysunku technicznego. Każdy wymiar zmierzony, każdy wynik zapisany, każda odchyłka widoczna.
4. Analiza zdolności procesu (SPC / Process Capability Study)
Wskaźniki Cp i CpK – matematyczny dowód, że proces mieści się w granicach tolerancji z odpowiednim marginesem bezpieczeństwa. CpK >= 1,33 to standard. CpK >= 1,67 – wymaganie w automotive. Wartość poniżej 1,0 oznacza, że proces systemowo generuje wadliwe detale – nawet jeśli na pierwszy rzut oka tego nie widać.
5. Certyfikaty materiałowe
Potwierdzenie, że materiał (blacha) pochodzi od kwalifikowanego dostawcy i spełnia wymagania specyfikacji. Traceability – możliwość prześledzenia partii materiału aż do huty. W razie reklamacji: wiadomo, z jakiego kręgu blachy wyprodukowano wadliwą partię.
6. Próbki referencyjne
Zatwierdzone detale, które stanowią wzorzec jakości. Każda kolejna partia porównywana jest z referencją. Próbki przechowywane zarówno u dostawcy, jak i u klienta – jako punkt odniesienia w przypadku sporów jakościowych.
7. PSW (Part Submission Warrant)
Formularz podsumowujący cały pakiet – podpisane potwierdzenie, że dostawca spełnił wszystkie wymagania i jest gotowy do produkcji seryjnej. PSW to „zielone światło” – bez niego produkcja seryjna formalnie nie powinna ruszyć.
Pozostałe elementy (flow chart procesu, MSA – analiza systemu pomiarowego, wyniki testów materiałowych, dokumentacja pomocnicza) uzupełniają pakiet – ich zakres zależy od poziomu PPAP uzgodnionego z klientem (poziomy 1-5).
Dlaczego PPAP jest szczególnie istotny w wykrawaniu wielkoseryjnym
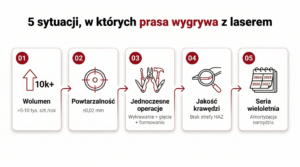
Wykrawanie na prasach ma specyfikę, która sprawia, że PPAP jest nie tylko „miło mieć”, ale niezbędny:
Zużycie narzędzia. Wykrojnik to narzędzie precyzyjne, ale nie wieczne. Z każdym tysiącem uderzeń prasy stempel i matryca zużywają się. Wymiary detalu „płyną” – powoli, niewidocznie na pojedynczych sztukach, ale mierzalnie na tysiącach. Bez monitoringu SPC ten trend pozostaje niewidoczny aż do momentu, gdy detale wypadają poza tolerancję. PPAP z analizą CpK dokumentuje, jaki margines bezpieczeństwa ma proces – i jak szybko zbliża się do granicy.
Zmienność materiału. Blacha z dwóch różnych kręgów – nawet od tego samego producenta, tego samego gatunku – może mieć różne właściwości mechaniczne (granica plastyczności, twardość, wydłużenie). Te różnice wpływają na zachowanie materiału w wykrojniku: inne sprężynowanie, inna jakość krawędzi, inne wymiary po gięciu. PPAP dokumentuje, jak proces radzi sobie z tą zmiennością – i czy narzędzie jest zaprojektowane z wystarczającym marginesem na naturalną zmienność surowca.
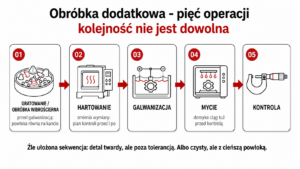
Wpływ operacji dodatkowych na wymiary. Galwanizacja dodaje warstwę powłoki – cynk, nikiel lub srebro – której grubość wpływa na wymiary końcowe detalu. Obróbka wibrościerna / gratowanie zmienia krawędzie. Hartowanie może powodować deformacje termiczne. PPAP, który obejmuje wymiary po WSZYSTKICH operacjach – nie tylko po wykrawaniu – to PPAP, który ma wartość. Raport wymiarowy z pomiarami wyłącznie po wykrawaniu nie powie Ci, czy detal po galwanizacji wciąż mieści się w tolerancji.
Wolumen i skala ryzyka. Przy produkcji 10 000 sztuk miesięcznie wadliwość 0,1% to 10 wadliwych detali. Przy 100 000 – to 100 sztuk. W skali roku – 1 200 wadliwych komponentów, które mogą trafić na linię montażową klienta. PPAP z udokumentowanym CpK i monitoringiem SPC to gwarancja, że ten poziom jest pod kontrolą – i że dostawca reaguje, zanim trend stanie się wadą. Bez tych danych kupujący nie ma żadnego narzędzia do oceny stabilności dostawcy poza „nie było reklamacji” – co nie znaczy „nie było wad”.
PPAP w standardzie vs. PPAP za dopłatą
To jedna z najlepszych metod weryfikacji dostawcy. Nie chodzi o sam koszt 3 000-5 000 zł. Chodzi o to, co ta dopłata mówi o dostawcy.
Dostawca A: „PPAP za dopłatą”
- PPAP to osobny projekt, realizowany po uruchomieniu produkcji
- Dane zbierane retroaktywnie – pomiary robione specjalnie na potrzeby dokumentacji
- Plan kontroli tworzony na życzenie, nie jako fundament procesu
- Brak ciągłego monitoringu SPC – „robimy pomiary, jak klient poprosi”
- FMEA: „mamy gdzieś szablon, jak klient wymaga, to wypełnimy”
Dostawca B: „PPAP w standardzie”
- Dane PPAP generowane automatycznie – bo proces jest tak zaprojektowany
- Plan kontroli istnieje od momentu uruchomienia, niezależnie od życzenia klienta
- Monitoring SPC działa ciągle – karty kontrolne wypełniają się z każdą partią
- Raport wymiarowy to wydruk z laboratorium, nie ręcznie wpisane wartości
- FMEA aktualizowana po każdej zmianie procesowej
Różnica nie jest w formularzu. Różnica jest w systemie. Dostawca B ma infrastrukturę, która produkuje dane jakościowe równolegle z detalami. Dostawca A musi je dopiero stworzyć – post factum, na życzenie i za dopłatą.
Pytanie do zadania dostawcy: „Czy PPAP jest elementem standardowym Waszego procesu, czy wymagam go osobno?” Odpowiedź powie więcej niż cała prezentacja handlowa.
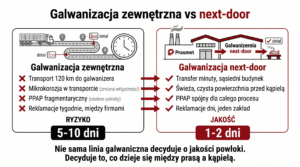
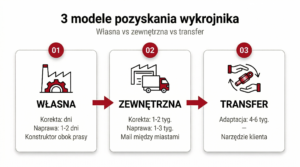
PPAP w modelu zintegrowanym – dlaczego „pod jednym dachem” zmienia wszystko
Wyobraź sobie PPAP od dostawcy, który wykrawa detale, ale zleca galwanizację firmie A, mycie firmie B, a kontrolę wymiarową robi na suwmiarce w hali.
Taki PPAP obejmuje wyłącznie etap wykrawania. Wymiary po galwanizacji? „To pytanie do galwanizera.” Czystość powierzchni? „My tylko wykrawamy.” Traceability materiału? „Huta wysyła atest, mamy go gdzieś w archiwum.”
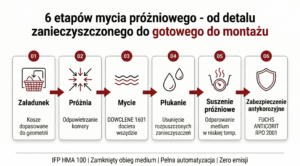
A teraz wyobraź sobie PPAP od dostawcy, u którego wykrawanie, obróbka dodatkowa (gratowanie, hartowanie), galwanizacja (w sąsiednim budynku), mycie (myjnia próżniowa) i kontrola wymiarowa (laboratorium Keyence, precyzja do tysięcznych mm) – to wszystko dzieje się pod jednym dachem.
Taki PPAP obejmuje cały proces. Raport wymiarowy zawiera pomiary po wykrawaniu ORAZ po galwanizacji. Plan kontroli definiuje punkty pomiarowe na każdym etapie. FMEA analizuje ryzyka całego łańcucha – od materiału po pakowanie. Traceability łączy numer partii blachy z numerem partii gotowego detalu.
Jeden dokument. Jeden odpowiedzialny. Jedna firma, do której dzwonisz, gdy coś nie gra.
Pełna analiza kosztów modelu zintegrowanego vs. rozproszonego: Ile naprawdę kosztuje wykrawanie detali?
Co zawiera PPAP w Prasmet
W Prasmet dokumentacja PPAP dostarczana jest w standardzie – bez dopłat, z każdą pierwszą partią seryjną:
- FMEA procesowa – analiza ryzyk dla wykrawania, obróbki dodatkowej, galwanizacji i mycia
- Plan kontroli – punkty pomiarowe na każdym etapie, od materiału wejściowego po detal spakowany
- Raport wymiarowy – pomiary z laboratorium Keyence (automatyczny mikroskop, precyzja do tysięcznych mm) – po wykrawaniu i po galwanizacji
- Analiza zdolności procesu – monitoring SPC, wskaźniki CpK
- Certyfikaty materiałowe – traceability do huty
- Próbki referencyjne – zatwierdzone detale jako wzorzec
- PSW – potwierdzenie gotowości do produkcji seryjnej
Cały proces – od projektu narzędzia we własnej narzędziowni, przez wykrawanie na prasach do 100 ton, galwanizację w sąsiednim budynku, mycie w myjni próżniowej, po kontrolę w laboratorium Keyence – pod jednym dachem. PPAP obejmuje wszystko, bo wszystko dzieje się w jednym zakładzie.
System kontroli jakości w wykrawaniu wielkoseryjnym omawiamy szczegółowo w osobnym artykule
Najczęstsze pytania o PPAP w wykrawaniu
Czy PPAP jest obowiązkowy?
Formalnie – nie w każdej branży. W automotive jest warunkiem koniecznym uruchomienia dostawcy. W elektrotechnice i automatyce przemysłowej – coraz częściej wymagany przez OEM-ów i Tier 1. Ale niezależnie od wymagań klienta końcowego: PPAP to najlepsza weryfikacja, czy dostawca kontroluje swój proces. Jeśli nie wymaga go Twój klient – powinieneś wymagać go Ty. Brak PPAP to brak obiektywnych danych o stabilności procesu.
Ile trwa przygotowanie PPAP?
U dostawcy z systemem – PPAP powstaje równolegle z uruchomieniem produkcji. Dane zbierane są od pierwszych prób, raport wymiarowy generowany z laboratorium, analiza SPC z kart kontrolnych. Pakiet gotowy z pierwszą partią seryjną. U dostawcy bez systemu – 2-4 tygodnie dodatkowe, bo dane trzeba dopiero zebrać i sformatować.
Co się dzieje z PPAP, gdy detal się zmieni?
Każda zmiana wpływająca na proces (zmiana materiału, modyfikacja narzędzia, zmiana parametrów galwanizacji, zmiana dostawcy blachy) wymaga aktualizacji PPAP lub nowego zatwierdzenia. W Prasmet każda zmiana procesowa jest dokumentowana i komunikowana klientowi przed wdrożeniem – zgodnie z procedurą zarządzania zmianami.
Jaki poziom PPAP powinienem wymagać?
Zależy od branży i krytyczności detalu. Poziom 3 (najczęstszy) obejmuje pełną dokumentację z próbkami. Poziom 1 – tylko PSW. Poziom 5 – pełna dokumentacja plus audyt u dostawcy. W przypadku wątpliwości – zacznij od poziomu 3. To standard w automotive i dobra praktyka w każdej branży.
Czy PPAP gwarantuje brak wad?
Nie – żaden system nie eliminuje wad w 100%. Ale PPAP gwarantuje, że proces jest monitorowany, ryzyka zidentyfikowane, a odchyłki wykrywane zanim staną się problemem na linii klienta. To różnica między „nie mieliśmy reklamacji” a „wiemy, że nasz proces jest stabilny i mamy na to dane”.
PPAP to nie papierologia – to fundament współpracy
W wykrawaniu wielkoseryjnym PPAP jest jedynym obiektywnym dowodem, że dostawca kontroluje swój proces. Nie deklaracja. Nie obietnica. Konkretne dane: wymiary, wskaźniki zdolności, analiza ryzyk, traceability.
Dostawca, który dostarcza PPAP w standardzie, nie robi Ci przysługi. Robi to, co powinien robić każdy profesjonalny producent detali wykrawanych.
Szukasz dostawcy, który traktuje PPAP jako standard, nie opcję?