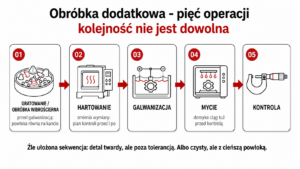
Detal wychodzi z prasy z czystą krawędzią. Wymiary w spec, powierzchnia bez wad. I jedzie 120 km do galwanizera. Wraca po 8 dniach z powłoką cynkową – i z lekką korozją w miejscach, których wcześniej nie było.
Galwanizacja realizowana przez zewnętrznego podwykonawcę to często źródło problemów, które nie wynikają ze samej technologii pokrywania. Wynikają z tego, co dzieje się między wykrawaniem a galwanizacją: transport, magazynowanie, przeładunki, zmiany temperatury i wilgotności. Powłoka galwaniczna nakładana na detal, który nie jest świeży i czysty, jest jakościowo gorsza – nawet jeśli sama linia galwaniczna pracuje poprawnie.
W tym artykule pokazujemy, dlaczego galwanizacja w bezpośrednim sąsiedztwie produkcji wykrawania zmienia jakość powłoki, jakie powłoki wybiera się dla różnych zastosowań i jak grubość warstwy galwanicznej wpływa na finalne wymiary detalu.
Po co galwanizować detale wykrawane
Detal po wykrawaniu wychodzi z prasy z odsłoniętą powierzchnią metalu. W zależności od materiału wymaga zabezpieczenia. Stal węglowa – przed korozją. Stal nierdzewna – opcjonalnie, dla podwyższenia odporności korozyjnej w środowiskach agresywnych. Miedź i mosiądz – dla utrzymania przewodności elektrycznej i ochrony przed utlenianiem.
Galwanizacja to nakładanie cienkiej warstwy metalu (typowo 5-25 mikrometrów) na powierzchnię detalu w procesie elektrochemicznym. Detal zanurza się w kąpieli galwanicznej, przepuszcza prąd, jony metalu osadzają się na powierzchni. Brzmi prosto – ale jakość powłoki zależy od dziesiątek parametrów: czystości powierzchni, składu kąpieli, prądu, temperatury, czasu. I od tego, jaka była powierzchnia detalu PRZED procesem.
Powłoka galwaniczna ma trzy funkcje. Pierwsza – ochrona antykorozyjna. Cynk nakłada się elektrochemicznie, chroniąc stal pod spodem. Druga – estetyka. Niklowanie daje jasny, błyszczący wygląd, ważny w branżach widocznych dla użytkownika. Trzecia – funkcjonalność. Srebro na styku elektrycznym daje stabilną przewodność. Bez galwanizacji detal mógłby działać – ale krócej, mniej estetycznie lub mniej powtarzalnie.
Trzy najczęstsze typy powłok
W kontekście wykrawania detali metalowych spotykamy trzy podstawowe rodzaje galwanizacji.
Cynkowanie – najpowszechniejsza powłoka, ochrona antykorozyjna. Stosowane w automotive (elementy mocujące, kątowniki, obudowy), AGD (obudowy mechanizmów, elementy konstrukcyjne), elektrotechnice (elementy szafek rozdzielczych). Powłoka cynkowa może być dodatkowo pasywowana – chromowanie żółte, niebieskie, czarne – co zwiększa odporność korozyjną i zmienia kolor. Grubość typowa: 5-15 mikrometrów dla zastosowań standardowych, do 25 mikrometrów dla środowisk agresywnych.
Niklowanie – stosowane głównie ze względu na estetykę i odporność na ścieranie. Częste w elektronice (obudowy, elementy widoczne), elementach dekoracyjnych, narzędziach. Jest droższe niż cynkowanie – typowo 2-3 razy. Grubość: 8-20 mikrometrów. Może być błyszczące lub matowe, w zależności od dodatków do kąpieli.
Srebrzenie – stosowane w styku elektrycznym, gdzie ważna jest stabilna i niska rezystancja połączenia. Branża elektrotechniczna – styki w stycznikach, przekaźnikach, elementach wysokiej częstotliwości. Bardzo droga powłoka – kilkudziesięciokrotnie droższa od cynku – dlatego nakładana selektywnie tylko na powierzchnie kontaktowe, nie na cały detal.
Dobór powłoki do zastosowania to decyzja konstruktora produktu klienta. Nasza rola jako dostawcy – zrealizować specyfikację z zachowaniem grubości i parametrów funkcjonalnych. Ale dostawca z doświadczeniem może też doradzić – na etapie nowego projektu – czy specyfikacja powłoki nie jest przeszacowana lub niedoszacowana względem rzeczywistych warunków pracy detalu.
Galwanizacja next-door vs zewnętrzna – porównanie
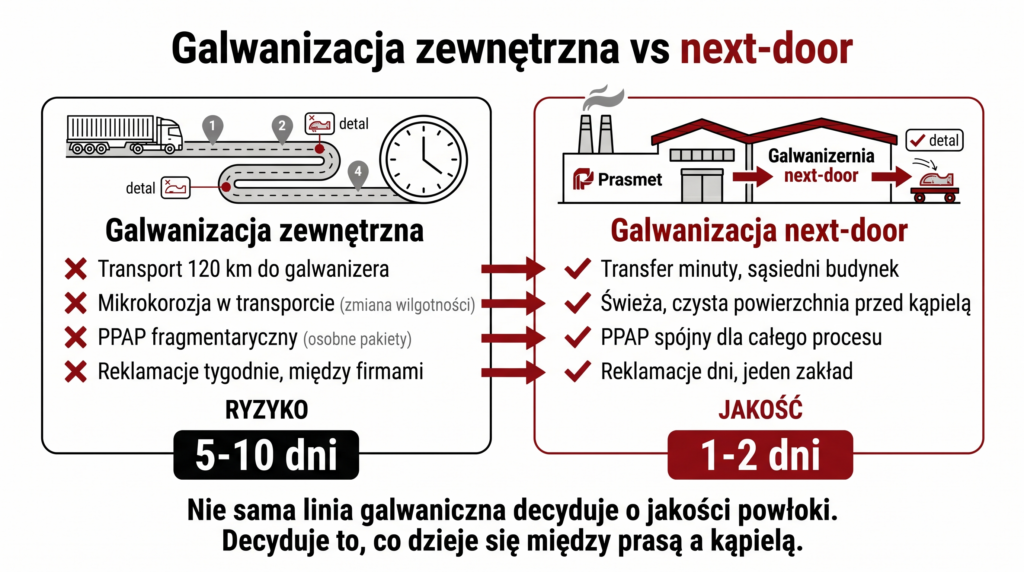
Większość firm wykrawających detale nie ma własnej linii galwanicznej. Galwanizacja wymaga osobnej infrastruktury (wanny, oczyszczalnia ścieków, pozwolenia środowiskowe), więc często realizowana jest przez wyspecjalizowanych podwykonawców. Detal z prasy jedzie do galwanizera, czeka w kolejce, wraca po dniach lub tygodniach.
Model „galwanizacja next-door” oznacza, że galwanizacja działa w bezpośrednim sąsiedztwie produkcji wykrawania – w tym samym kompleksie, w sąsiednim budynku, z bezpośrednim transferem detali. Co to zmienia?
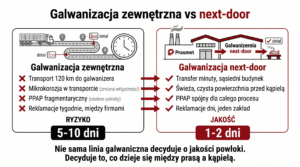
| Parametr | Galwanizacja zewnętrzna | Galwanizacja next-door |
| — | — | — |
| Transport międzyoperacyjny | 2-4 dni (dostawa, kolejka, odbiór) | Minuty (transfer wewnątrz zakładu) |
| Czas oczekiwania na powłokę | 5-10 dni roboczych | 1-2 dni roboczych |
| Ryzyko korozji w transporcie | Wysokie (zmiana wilgotności, kondensacja) | Brak (kontrolowane środowisko) |
| Komunikacja przy reklamacjach | Tygodnie (między firmami) | Dni (jeden zakład) |
| Spójność dokumentacji PPAP | Fragmentaryczna (osobne pakiety) | Kompletna (cały proces) |
| Lead time projektu | Dłuższy o 1-2 tygodnie | Krótszy |
Najważniejsza różnica nie leży w czasie, ale w jakości. Detal, który jedzie 120 km do galwanizera, łapie po drodze mikrokondensację, mikrokorozję, mikrouszkodzenia mechaniczne (przekładanie, pakowanie, transport). Powłoka galwaniczna nakładana na taki detal jest jakościowo gorsza – nawet jeśli linia galwaniczna pracuje poprawnie. Detal, który przechodzi z prasy bezpośrednio do galwanizacji, ma świeżą, czystą powierzchnię – i powłoka jest taka, jak powinna być.
Wpływ galwanizacji na wymiary detalu
Powłoka galwaniczna o grubości 10 mikrometrów dodaje 0,01 mm do każdej powierzchni detalu. Brzmi marginalnie – ale w detalach z wąskimi tolerancjami montażowymi staje się istotne.
Otwór montażowy o nominalnym rozmiarze 5 mm po nałożeniu powłoki cynkowej 10 mikrometrów ma efektywny rozmiar 4,98 mm (powłoka po obu stronach otworu, każda po 0,01 mm). Jeśli śruba M5 ma być wkręcana z luzem 0,02 mm – po galwanizacji luzu może już nie być. Detal trzeba albo zaprojektować z większym nominalnym otworem (z uwzględnieniem grubości powłoki), albo lokalnie zamaskować otwór przed galwanizacją.
Dlatego konstruktor projektujący detal musi znać typ i grubość powłoki, którą będzie nakładana. Tolerancje wymiarowe podaje się PRZED czy PO galwanizacji – to fundamentalna decyzja, która musi być w specyfikacji. Standardowe podejście: tolerancje wymiarowe odnoszą się do detalu PO galwanizacji, czyli do stanu, w jakim klient otrzymuje detal.
Drugi efekt: powłoka galwaniczna nie nakłada się idealnie równo. Na krawędziach i ostrych narożnikach efekt brzegowy powoduje zwiększoną grubość powłoki – czasem 2-3 razy większą niż na płaskich powierzchniach. Może to wpływać na pasowanie detalu w gnieździe montażowym. Konstruktor narzędziowni może modyfikować geometrię detalu (zaoblenia narożników, przełamania krawędzi) żeby zminimalizować ten efekt.
Trzeci efekt: weryfikacja wymiarów. Pomiary wymiarowe muszą być realizowane PO galwanizacji, w stanie finalnym. Laboratorium pomiarowe (w naszym przypadku Keyence z precyzją do tysięcznych milimetra) bada detal w stanie, w jakim trafia do klienta – z naniesioną powłoką, po pasywacji, gotowy do montażu.
Galwanizacja jako element procesu, nie osobne zlecenie
W modelu rozproszonym galwanizacja jest osobnym etapem produkcji – osobne zamówienie, osobny dostawca, osobna faktura, osobny PPAP. To generuje koszty, których nie widać na fakturze: koordynacja, transporty, oczekiwanie, ryzyko reklamacji na styku firm.
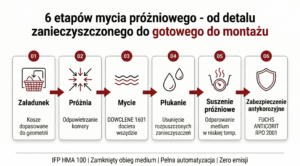
W modelu zintegrowanym galwanizacja jest po prostu jednym z etapów procesu produkcyjnego. Po wykrawaniu – obróbka wibrościerna, mycie próżniowe, galwanizacja, kontrola laboratoryjna, pakowanie. Wszystko pod jednym dachem, w jednym przepływie, z jedną odpowiedzialnością.
Co to zmienia operacyjnie? Lead time projektu jest krótszy o 1-2 tygodnie (brak transportu i kolejki u zewnętrznego galwanizera). Reklamacje są szybsze do zdiagnozowania (cały proces w jednym miejscu, można wrócić do każdego etapu). Dokumentacja PPAP obejmuje cały proces – klient dostaje jeden pakiet, nie składa go z trzech. I koszt całkowity (TCO) jest niższy mimo, że poszczególne operacje mogą być wycenione tak samo.Szczegóły porównania kosztowego między modelem zintegrowanym a rozproszonym – z konkretnymi liczbami i 5 ryzykami modelu z podwykonawcami – opisaliśmy w artykule: Jeden dostawca vs. trzech podwykonawców.
A sama jakość powłoki galwanicznej zależy od czystości powierzchni detalu PRZED galwanizacją – co omawiamy w artykule: Czystość detali wykrawanych – mycie przemysłowe.
Więcej o tym, jak wykrawanie metali na prasach łączy się z operacjami wykończeniowymi w jednym zakładzie – w naszym kompletnym przewodniku.
FAQ
Jaka grubość powłoki cynkowej jest standardem?
Dla zastosowań standardowych (wnętrza, środowisko nieagresywne) – 5-8 mikrometrów. Dla zastosowań zewnętrznych lub w środowiskach wilgotnych – 10-15 mikrometrów. Natomiast dla zastosowań w automotive (gdzie norma to często ASTM B633 SC1-SC4) – 5-25 mikrometrów w zależności od klasy odporności korozyjnej. Konkretna grubość wynika z normy lub specyfikacji klienta.
Czy mogę zmienić typ powłoki na detalu w trakcie produkcji?
Tak, ale wymaga to aktualizacji dokumentacji PPAP, weryfikacji wymiarów (różne powłoki mają różne grubości i wpływy wymiarowe), ewentualnej zmiany procesu mycia przed galwanizacją. Nie jest to „drobna zmiana” – wymaga pełnej kwalifikacji jak nowy detal. Czas: 4-8 tygodni od decyzji do uruchomienia produkcji z nową powłoką.
Czy galwanizacja next-door znaczy „in-house”?
Nie. Galwanizacja jako proces wymaga osobnej infrastruktury (wanny, oczyszczalnia ścieków, specjalne pozwolenia), której nie buduje się wewnątrz hali wykrawania. Model next-door oznacza galwanizację w sąsiednim budynku, w tym samym kompleksie produkcyjnym – co daje korzyści logistyczne (bezpośredni transfer, brak transportu zewnętrznego) bez konieczności integrowania linii galwanicznej w hali wykrawania.
Jak rozpoznać dobrą galwanizację po wyglądzie?
Wizualna kontrola wykrywa tylko podstawowe wady – brak powłoki, lokalne odbarwienia, makropęcherze. Faktyczna jakość powłoki – przyczepność, grubość, równomierność, odporność korozyjna – wymaga badań laboratoryjnych. Test odporności korozyjnej w komorze solnej (test mgły solnej, ASTM B117) trwa 96-720 godzin w zależności od wymagań. Właśnie dlatego wybór dostawcy galwanizacji opiera się nie na pierwszym wrażeniu, ale na dokumentacji procesowej i historii pomiarów.