Dostałeś dwie oferty na wykrawanie. Pierwsza – 1,20 zł za sztukę. Druga – 1,60 zł za sztukę. Wybór wydaje się oczywisty.
Ale czy ta pierwsza oferta obejmuje galwanizację? Mycie? Transport między firmami? Koordynację trzech podwykonawców? PPAP?
Jeśli nie – to nie jest oferta na detal gotowy do montażu. To oferta na półprodukt, który dopiero zacznie generować koszty.
W tym artykule porównujemy dwa modele współpracy z dostawcą detali tłoczonych: rozproszony (kilka firm, każda odpowiada za swój etap) i zintegrowany (jeden partner, cały proces pod jednym dachem). Pokażemy, z czego naprawdę składa się koszt detalu i gdzie ukryte są ryzyka, których nie widać na fakturze.
Typowy łańcuch dostawczy w wykrawaniu
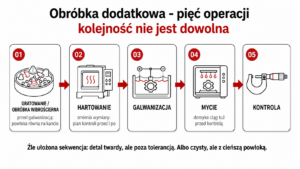
Gotowy detal metalowy rzadko opuszcza prasę w stanie „gotowym do montażu.” Standardowy proces obejmuje kilka etapów:
- Wykrawanie i formowanie – detal powstaje na prasie z taśmy lub arkusza blachy
- Obróbka dodatkowa – gratowanie, obróbka wibrościerna, prostowanie
- Galwanizacja – powłoka cynkowa, niklowa lub inna, zależnie od wymagań
- Mycie – usunięcie resztek oleju, emulsji i zanieczyszczeń powierzchniowych
- Kontrola jakości – pomiary wymiarowe, kontrola wizualna, raport
- Pakowanie i wysyłka – etykietowanie, dokumentacja, logistyka
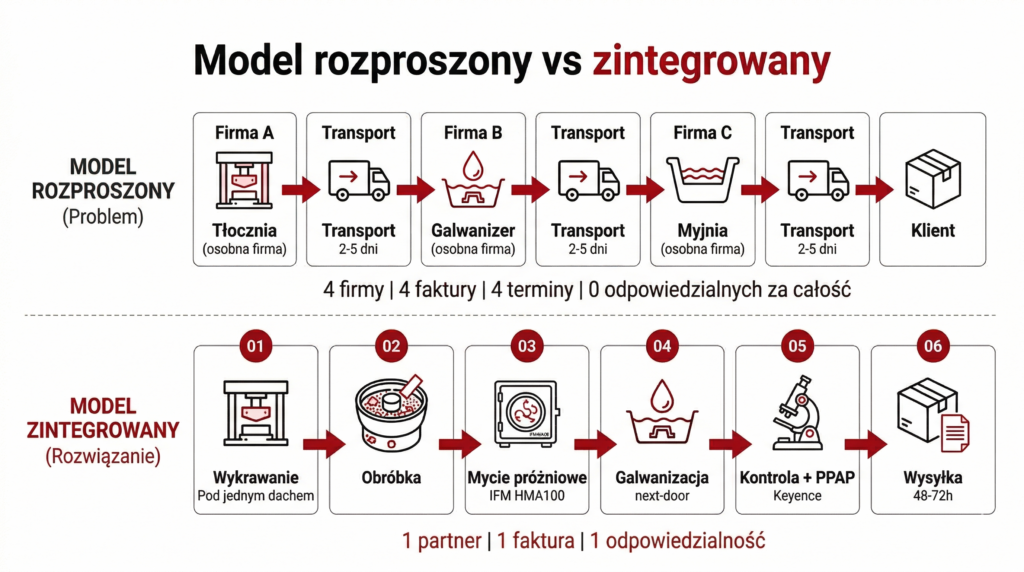
W modelu rozproszonym każdy z tych etapów realizuje inna firma. Tłocznia robi swoje, galwanizer swoje, firma transportowa swoje. Efekt: 3-4 firmy, 3-4 faktury, 3-4 terminy dostawy. I zero podmiotów odpowiedzialnych za całość.
5 ryzyk modelu rozproszonego
1. Transport międzyoperacyjny
Detale po wykrawaniu jadą do galwanizera. Po galwanizacji – do myjni lub prosto do klienta. Każdy transport to:
- Koszt – 3 trasy między firmami, każda z osobną fakturą
- Czas – 2-5 dni na każdy etap logistyczny
- Ryzyko uszkodzeń – detale na palecie, przekładane, przesuwane wózkiem
Zarysowania, pogięcia, korozja w transporcie – to realne problemy, których nikt nie wlicza w ofertę na wykrawanie.
2. Koordynacja i czas kupca
Ktoś musi pilnować, czy galwanizer dostał detale, czy myjnia je odebrała, czy transport wyjechał na czas. W praktyce to Twój dział zakupów lub logistyki. Godziny pracy, które nie pojawiają się na żadnej fakturze od podwykonawców, ale obciążają Twój budżet.
3. Reklamacje na styku firm
Detal wrócił z wadą. Galwanizer mówi: „przyszły brudne.” Tłocznia: „wysłaliśmy czyste.” Transport: „my tylko wozimy.”
Trzy firmy, zero odpowiedzialnych. Szukanie przyczyny trwa tygodnie. Klient czeka. Zaufanie maleje.
4. Opóźnienia kaskadowe
Galwanizer ma awarię linii. Termin przesuwa się o tydzień. Ale detale po galwanizacji miały wrócić na linię montażową do piątku – więc linia montażowa się zatrzymuje. Łańcuch dostaw pęka. Bo podzespół dla docelowego klienta utknął w procesie. Tłocznia już ruszyła z kolejną partią. Magazyn pęka. Harmonogram się rozjeżdża.
W modelu rozproszonym opóźnienie jednej firmy kaskaduje na cały łańcuch.
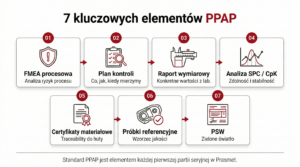
5. Brak spójnej dokumentacji PPAP
PPAP od tłoczni obejmuje tylko wykrawanie. Nie obejmuje galwanizacji, mycia ani obróbki dodatkowej. Klient (szczególnie z branży automotive) potrzebuje dokumentacji na cały proces – od materiału do gotowego detalu. W modelu rozproszonym złożenie takiego pakietu wymaga zbierania dokumentów z trzech firm. Czasem – negocjowania z każdą z osobna.Jak wygląda dokumentacja PPAP w modelu zintegrowanym i dlaczego obejmuje cały proces – opisujemy szczegółowo w artykule: PPAP w tłoczeniu – dokumentacja w standardzie
Model zintegrowany – jak to działa w praktyce
W modelu zintegrowanym jeden zakład realizuje cały proces:
Wykrawanie → obróbka wibrościerna → mycie próżniowe → galwanizacja → kontrola laboratoryjna → pakowanie → wysyłka
Kluczowe cechy:
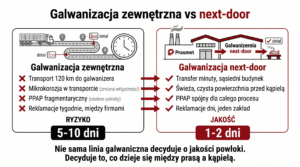
- Galwanizacja odbywa się w sąsiednim budynku (nie u podwykonawcy 120 km dalej)
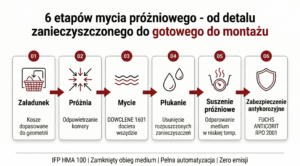
- Mycie na myjni próżniowej to standardowy etap, nie dopłata
- Kontrola jakości w laboratorium pomiarowym z precyzją do tysięcznych milimetra
- PPAP obejmuje cały proces, nie tylko tłoczenie
- Transport międzyoperacyjny nie istnieje – detal nie opuszcza zakładu między operacjami
Efekt: jeden termin, jedna faktura, jedna odpowiedzialność. Gdy coś jest nie tak – wiesz, do kogo dzwonić. I ta firma nie może powiedzieć „to nie my.”
Porównanie kosztowe – Total Cost of Ownership
Cena za sztukę na fakturze to nie koszt za sztukę w rzeczywistości. Poniżej poglądowy przykład dla typowego detalu z galwanizacją cynkową:
Poglądowy przykład kalkulacji, nie oferta.
| Składnik kosztu | Model rozproszony | Model zintegrowany |
| — | — | — |
| Wykrawanie | 1,20 zł | 1,60 zł |
| Galwanizacja (podwykonawca / next-door) | 0,45 zł | wliczone |
| Mycie (podwykonawca / w procesie) | 0,30 zł | wliczone |
| Transport międzyoperacyjny (3 trasy) | 0,15 zł | 0,00 zł |
| Koordynacja (czas kupca, przeliczony na szt.) | ~0,10 zł | ~0,02 zł |
| Ryzyko reklamacji na styku firm | ~0,05 zł* | ~0,01 zł* |
| Szacunkowy koszt/szt. | ~2,25 zł | ~1,60 zł |
\ Koszt ryzyka oszacowany na podstawie statystycznej częstości reklamacji – wartość poglądowa.*
Różnica: ~0,65 zł na sztuce.
Przy 50 000 sztuk rocznie: ~32 500 zł oszczędności. Przy 200 000 sztuk: ~130 000 zł. Rocznie. Na jednym detalu.
Szczegółową analizę struktury kosztów wykrawania – w tym 5 ukrytych składników, których nie widać w ofercie – opisujemy w artykule: Ile naprawdę kosztuje wykrawanie detali?
Porównanie ryzyka operacyjnego
| Parametr | Model rozproszony | Model zintegrowany |
| — | — | — |
| Lead time (od zamówienia do wysyłki) | 3-5 tygodni | 1-2 tygodnie |
| Punkty potencjalnej awarii | 3-4 firmy + transporty | 1 zakład |
| Odpowiedzialność za jakość | rozproszona | jednoznaczna |
| Elastyczność przy zmianie wolumenu | ograniczona (każda firma ma swoją kolejkę) | wysoka (decyzja w jednym miejscu) |
| Dokumentacja PPAP | fragmentaryczna (3 osobne pakiety) | kompletna (jeden pakiet na cały proces) |
| Czas reakcji na reklamację | tygodnie (ustalanie przyczyny między firmami) | dni (przyczyna identyfikowana w jednym zakładzie) |
| Traceability | częściowe (różne systemy u różnych firm) | pełne (jeden system, jedna partia) |
Jak przejść z modelu rozproszonego na zintegrowany
Zmiana modelu dostawczego nie musi oznaczać rewolucji. Większość firm robi to stopniowo, zaczynając od jednego detalu – najlepiej tego, który generuje najwięcej problemów w obecnym modelu (reklamacje, opóźnienia, koordynacja). Typowa ścieżka wygląda następująco.
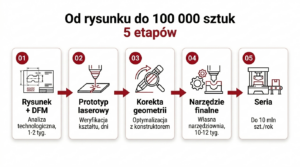
Krok 1: Identyfikacja kandydata. Wybierz detal, który przechodzi przez największą liczbę podwykonawców i generuje najwięcej kosztów koordynacji. To nie musi być najważniejszy detal w portfolio – lepiej zacząć od takiego, który pozwoli przetestować nowy model bez ryzyka dla kluczowej produkcji.
Krok 2: Audyt dostawcy zintegrowanego. Sprawdź na miejscu, czy dostawca naprawdę ma cały proces pod kontrolą. Kluczowe pytania: czy galwanizacja jest w tym samym zakładzie lub bezpośrednim sąsiedztwie? Czy mycie jest etapem procesu, czy „usługą dodatkową”? Laboratorium pomiarowe jest na miejscu? Czy PPAP obejmuje cały proces, nie tylko wykrawanie?
Krok 3: Równoległa produkcja pilotażowa. Zamów u dostawcy zintegrowanego serię pilotażową (500-2 000 sztuk) z pełną dokumentacją PPAP. Porównaj jakość, wymiary i terminowość z dotychczasowym modelem. Ten krok trwa 4-8 tygodni, zależnie od tego, czy dostawca ma narzędzie czy trzeba je wykonać od nowa.
Krok 4: Porównanie TCO. Po serii pilotażowej porównaj realny koszt per unit w obu modelach – nie tylko cenę na fakturze, ale łączny koszt: narzędzie, galwanizacja, mycie, transport, koordynacja, reklamacje. Dane z serii pilotażowej dadzą Ci twarde liczby zamiast szacunków.
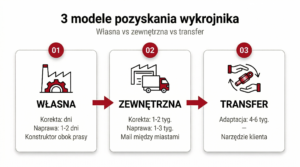
Krok 5: Stopniowy transfer. Jeśli porównanie wypada na korzyść modelu zintegrowanego – przenoś produkcję. Narzędzie jest Twoją własnością – możesz je przenieść do nowego dostawcy. Transfer wykrojnika u dostawcy z wewnętrzną narzędziownią to 4-6 tygodni od otrzymania narzędzia do pierwszej dostawy seryjnej.
Cały proces – od identyfikacji kandydata do pełnego transferu – zajmuje typowo 3-6 miesięcy. To nie jest decyzja, którą podejmujesz w jeden dzień, ale też nie jest projektem na rok. Przy odpowiednim planowaniu produkcja bieżąca nie jest zakłócona na żadnym etapie.
Kiedy model rozproszony ma sens
Model z kilkoma podwykonawcami nie jest zawsze zły. Ma uzasadnienie, gdy:
- Wymagana jest wysoce specjalistyczna obróbka, której żaden pojedynczy dostawca nie oferuje (np. specyficzne powłoki KLT, anodowanie kolorowe)
- Wolumen jest bardzo mały i nie uzasadnia inwestycji w zintegrowany proces
- Klient ma własne, zatwierdzone źródła dla poszczególnych operacji i nie chce ich zmieniać
- Dostawca zintegrowany nie obsługuje danego materiału lub technologii
Ale jeśli Twój detal wymaga standardowego procesu – wykrawanie, galwanizacja cynkowa/niklowa, mycie, kontrola – model zintegrowany prawie zawsze wygrywa w Total Cost of Ownership.
Więcej o tym, jak wykrawanie metali na prasach łączy się z operacjami wykończeniowymi w jednym procesie – w naszym kompletnym przewodniku.
FAQ
Czy model zintegrowany jest zawsze tańszy per unit?
Nie zawsze. Cena za sztukę u dostawcy zintegrowanego bywa wyższa niż u tłoczni, która robi „tylko wykrawanie.” Ale gdy dodasz koszt galwanizacji, mycia, transportu, koordynacji i ryzyka reklamacji – model zintegrowany jest prawie zawsze tańszy w TCO (Total Cost of Ownership).
Jak sprawdzić, czy dostawca naprawdę ma cały proces „pod jednym dachem”?
Audyt. Przyjdź i zobacz. Sprawdź, czy galwanizacja jest w tym samym zakładzie (lub w bezpośrednim sąsiedztwie), czy mycie odbywa się na profesjonalnej myjni, czy laboratorium pomiarowe jest na miejscu. „Wszystko w jednym miejscu” to popularne hasło – ale nie każdy dostawca może je udowodnić na hali.
Co z galwanizacją – czy dostawca wykrawania może ją mieć naprawdę „u siebie”?
Galwanizacja wymaga osobnej infrastruktury (wanny galwaniczne, oczyszczalnia ścieków, pozwolenia środowiskowe). Dlatego nawet w modelu zintegrowanym galwanizacja często działa w sąsiednim budynku – co daje te same korzyści logistyczne (brak transportu, natychmiastowy przepływ detali) bez konieczności budowy linii galwanicznej wewnątrz hali tłoczni. Kluczowe jest, aby przejście między operacjami trwało minuty, nie dni.
Czy mogę przenieść produkcję z modelu rozproszonego na zintegrowany bez przestoju?
Tak, przy odpowiednim planowaniu. Standardowa ścieżka: audyt procesu, transfer lub wykonanie narzędzia, próby, PPAP, uruchomienie serii. Czas: 4-12 tygodni, zależnie od złożoności detalu i tego, czy narzędzie jest przenoszone czy wykonywane od nowa. Przez cały czas dotychczasowy model działa równolegle – transfer nie wymaga zatrzymania bieżącej produkcji.
Ile trwa wdrożenie, jeśli nie mam jeszcze narzędzia?
Jeśli wykrojnik trzeba zaprojektować i wykonać od zera – 10-12 tygodni od zamówienia do pierwszej serii. Jeśli narzędzie istnieje i jest przenoszone – 4-6 tygodni. W obu przypadkach czas obejmuje próby, pomiary i dokumentację PPAP. To nie jest proces, który da się skrócić bez ryzyka – ale da się go zaplanować tak, żeby nie kolidował z bieżącymi dostawami.
Wyślij zapytanie ofertowe
Masz detal, który przechodzi przez 2-3 podwykonawców zanim trafi do montażu? Wyślij rysunek, wolumen i listę operacji – pokażemy, jak wygląda ten sam proces u jednego dostawcy. Z konkretną kalkulacją TCO.