Dostajesz ofertę na wykrawanie detali do swojego produktu. Cena za sztukę wygląda dobrze, termin akceptowalny. Ale produkujesz dla motoryzacji albo elektroniki, więc cena za sztukę to dopiero początek rozmowy. Pytanie brzmi: czy ten dostawca udźwignie wymagania, których inne branże w ogóle nie stawiają – dokumentację jakościową, identyfikowalność każdej partii, gotowość audytową i czystość powierzchni weryfikowaną pomiarem?
Po przeczytaniu tego artykułu będziesz wiedział, jakie wymagania stawia dostawcom automotive, czym różni się specyfika elektroniki i elektrotechniki, jakie detale produkuje się dla tych branż metodą wykrawania i po czym poznać dostawcę gotowego na te rynki. Na końcu znajdziesz checklist do weryfikacji własnego dostawcy.
Dlaczego automotive i elektronika to inna liga wymagań
W większości branż wada detalu oznacza reklamację i wymianę partii. W motoryzacji i elektronice konsekwencje są nieporównanie większe, a to one definiują poziom wymagań.
W aucie wadliwy komponent może oznaczać wycofanie serii pojazdów z rynku, koszty liczone w milionach i ryzyko bezpieczeństwa. W urządzeniu elektronicznym wada często nie ujawnia się na linii montażowej, tylko u użytkownika końcowego po miesiącach eksploatacji – styk, którego rezystancja rośnie, złącze, które przestaje przewodzić stabilnie. W obu przypadkach problem wykrywa się daleko od dostawcy detalu i drogo.
Dlatego te branże nie kupują „detali, które wyglądają dobrze”. Kupują dowód, że dostawca panuje nad procesem, zanim pierwsza partia trafi na linię. Ten dowód ma konkretne nazwy: PPAP, identyfikowalność, badanie zdolności procesu, gotowość audytowa.
Specyfika wymagań automotive
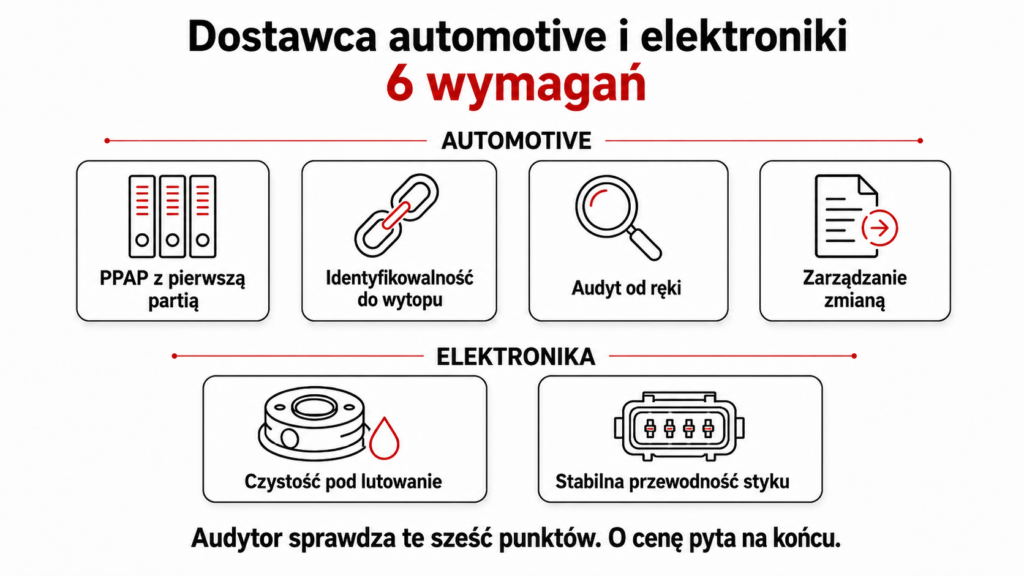
Motoryzacja ma najbardziej rozbudowany zestaw wymagań wobec dostawców detali wykrawanych. Cztery z nich są kluczowe.
PPAP jako warunek konieczny
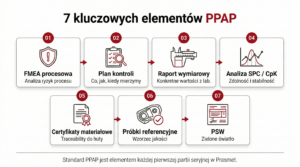
PPAP, czyli proces zatwierdzenia części do produkcji, to pakiet dokumentów potwierdzający, że dostawca jest w stanie produkować detal powtarzalnie i zgodnie ze specyfikacją. Zawiera między innymi analizę FMEA, plan kontroli, raport wymiarowy i analizę zdolności procesu. W automotive PPAP nie jest opcją ani usługą dodatkową – jest warunkiem dopuszczenia dostawcy do produkcji. Dostawca, który traktuje PPAP jako dopłatę, sygnalizuje, że jakość też traktuje jako opcję. Czym dokładnie jest PPAP i z czego się składa, rozkładamy w osobnym artykule: PPAP w tłoczeniu – dokumentacja w standardzie.
Zdolność procesu – CpK
Automotive oczekuje, że proces trafia w tolerancję z zapasem. Służy do tego wskaźnik zdolności procesu CpK, który opisuje, jak bezpiecznie rozkład wymiarów mieści się w granicach tolerancji. W motoryzacji typowo wymaga się CpK na poziomie co najmniej 1,67 dla cech krytycznych, podczas gdy w wielu innych branżach wystarcza 1,33. To nie jest liczba dla samej liczby – wyższy CpK oznacza mniejszą szansę, że pojedyncza sztuka wyjdzie poza tolerancję na przestrzeni setek tysięcy detali. Szczegółowo system pomiaru zdolności procesu opisujemy w artykule: Kontrola jakości w tłoczeniu wielkoseryjnym.
Identyfikowalność partii
W automotive każda partia detali musi być powiązana z konkretnym atestem materiału, ustawieniem narzędzia i oknem czasowym produkcji. Gdy pojawia się wada, ten łańcuch pozwala zawęzić wycofanie do konkretnej partii zamiast całej rocznej produkcji. To różnica między wycofaniem dwóch tysięcy a osiemdziesięciu tysięcy sztuk. Identyfikowalność buduje się przy produkcji, nie po reklamacji – i właśnie dlatego audyty dostawców sprawdzają, jak głęboko sięga i jak szybko da się odtworzyć historię partii.
Zarządzanie zmianą i gotowość audytowa
Dostawca automotive nie może po cichu zmienić materiału, narzędzia, procesu ani lokalizacji produkcji. Każda istotna zmiana wymaga zgłoszenia, oceny wpływu i często ponownego PPAP. Powód jest prosty: zmiana, która wydaje się neutralna – tańszy gatunek stali w tej samej normie – potrafi zmienić zachowanie detalu i ujawnić się dopiero na linii klienta po miesiącach. Do tego dochodzi gotowość audytowa: klient automotive ma prawo zaudytować proces dostawcy w dowolnym momencie i oczekuje, że dokumentacja oraz produkcja będą gotowe na taką kontrolę bez specjalnych przygotowań.
Specyfika wymagań elektroniki i elektrotechniki
Elektronika stawia inny zestaw wymagań, w którym na pierwszy plan wychodzą czystość powierzchni, precyzja i dobór materiału.
Czystość powierzchni
W elektronice powierzchnia detalu decyduje o jego funkcji. Resztki oleju procesowego obniżają zwilżalność przy lutowaniu, zaburzają przyczepność powłoki galwanicznej i podnoszą rezystancję styku. Problem rzadko widać na linii montażowej – ujawnia się u użytkownika, gdy styk się nagrzewa albo lutowane złącze pęka pod obciążeniem. Dlatego elektronika wymaga mycia, które daje mierzalny i powtarzalny poziom czystości, a nie mycia „na oko”.
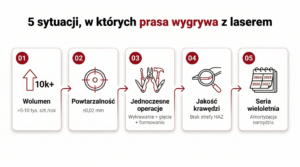
Precyzja i powtarzalność
Styki, złącza i szyny prądowe muszą pasować do współpracujących elementów z dokładnością, której laser nie zapewni. Wykrawanie na prasie daje powtarzalność rzędu +-0,02 mm, podczas gdy cięcie laserowe to typowo +-0,1 mm. Przy detalu, który ma idealnie pasować do złącza i utrzymać ten wymiar przez całą wieloletnią serię, ta różnica jest decydująca. Prasa tnie też mechanicznie, bez strefy wpływu ciepła, więc krawędź jest wolna od tlenków pogarszających przewodność.
Dobór materiału
Elektrotechnika opiera się na materiałach o dobrej przewodności i odporności: miedzi, mosiądzu i brązie. Każdy z nich inaczej zachowuje się przy wykrawaniu i gięciu, inaczej sprężynuje i inaczej przyjmuje powłokę galwaniczną. Dostawca dla tej branży musi znać specyfikę tych materiałów, a nie traktować je jak zwykłą stal o innym kolorze.
Typowe detale produkowane dla tych branż
Metodą wykrawania powstaje dla automotive i elektroniki szeroka grupa komponentów. Poniższa tabela pokazuje typowe przykłady wraz z kluczowym wymaganiem.
| Detal | Branża | Kluczowe wymaganie |
| — | — | — |
| Elementy złączy i styki | Elektronika / elektrotechnika | Czysta krawędź, stabilna przewodność, precyzja +-0,02 mm |
| Szyny prądowe | Elektrotechnika | Materiał (miedź), powtarzalność, brak tlenków |
| Elementy mocujące i kątowniki | Automotive | Powtarzalność wymiarowa, identyfikowalność, PPAP |
| Sprężyny dociskowe i elementy sprężyste | Automotive / elektrotechnika | Twardość po hartowaniu, stabilność po cyklach |
| Obudowy i osłony | Oba | Jakość krawędzi, czystość, zabezpieczenie antykorozyjne |
To przykłady zastosowań, nie pełna lista. Wspólny mianownik jest jeden: detal, który wygląda prosto, ale niesie wymagania jakościowe i dokumentacyjne nieporównanie wyższe niż jego cena za sztukę by sugerowała.
Co odróżnia dostawcę gotowego na te branże
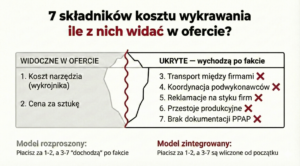
Różnica między dostawcą gotowym na automotive i elektronikę a pozostałymi nie leży w jednej maszynie. Leży w tym, czy całość procesu i dokumentacji jest na miejscu, zanim ruszy pierwsza partia.
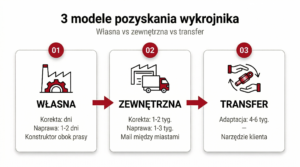
Dostawca gotowy na te rynki ma PPAP w standardzie, system kontroli oparty na pomiarze (nie na suwmiarce), laboratorium zdolne zmierzyć detal do tysięcznych milimetra, własną narzędziownię skracającą czas reakcji na zmiany oraz pełny ciąg wykończenia – galwanizację, mycie, obróbkę dodatkową – pod kontrolą jednego procesu. Brak choćby jednego z tych elementów oznacza, że część odpowiedzialności i ryzyka wraca do kupującego.
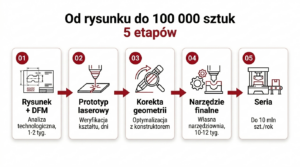
Pełny obraz technologii i procesu, od projektu narzędzia po gotowy detal, opisujemy w przewodniku po wykrawaniu metali na prasach.
Checklist: jak zweryfikować dostawcę dla automotive i elektroniki
Zanim podpiszesz umowę, przejdź przez te pytania. Każde „nie” to ryzyko, które wróci do Ciebie – na linii montażowej albo w reklamacji.
- PPAP w standardzie? Czy dostawca dostarcza pełną dokumentację zatwierdzenia części z pierwszą partią seryjną, bez traktowania jej jako usługi dodatkowej za dopłatą.
- Identyfikowalność do wytopu? Czy każda partia da się powiązać z atestem materiału, numerem wytopu, ustawieniem narzędzia i oknem produkcji – i jak szybko da się tę historię odtworzyć.
- Pomiar, nie suwmiarka? Czy laboratorium mierzy detal do tysięcznych milimetra i prowadzi analizę zdolności procesu, czy kontrola opiera się na pomiarze ręcznym i ocenie wzrokowej.
- Gotowość audytowa bez przygotowań? Czy proces i dokumentacja są gotowe na audyt klienta w dowolnym momencie, czy wymagają tygodnia porządkowania przed wizytą.
- Zarządzanie zmianą? Czy dostawca zgłasza i waliduje każdą zmianę materiału, narzędzia i procesu, czy poprawia po cichu.
- Czystość mierzalna? (elektronika) Czy poziom czystości powierzchni jest specyfikowany i powtarzalny, czy oceniany na oko.
- Pełny ciąg pod kontrolą? Czy galwanizacja, mycie i obróbka dodatkowa są częścią jednego procesu, czy rozrzucone po podwykonawcach, między którymi detal traci czas i łapie ryzyko.
Dostawca, który na większość tych punktów odpowiada „tak, i pokażę jak”, jest gotowy na Twoją branżę. Dostawca, który na połowę odpowiada „da się załatwić”, przerzuca część ryzyka z powrotem na Ciebie.
Doświadczenie branżowe Prasmet
Prasmet od ponad dwudziestu lat produkuje precyzyjne detale metalowe dla branż o wysokich wymaganiach – automotive, elektrotechniki, AGD i energetyki. Wśród klientów są firmy takie jak ABB, Rockwell Automation, Johnson Electric czy ZF, a detale trafiają na rynki eksportowe, między innymi do Niemiec, USA i Meksyku.
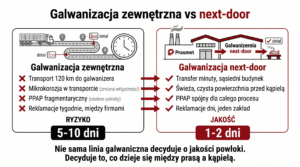
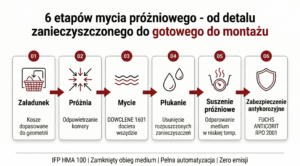
PPAP dostarczamy w standardzie, bez dopłat, a identyfikowalność partii i kontrola wymiarowa na mikroskopie Keyence są elementem każdego uruchomienia. Gotowość audytowa nie jest u nas deklaracją – regularnie przechodzimy audyty klientów z branży motoryzacyjnej z wynikami powyżej 90 procent zgodności. Dla elektrotechniki pracujemy w miedzi, mosiądzu i brązie, a cały ciąg wykończenia, od obróbki dodatkowej przez galwanizację next-door po mycie próżniowe, odbywa się w jednym nieprzerwanym ciągu procesowym. Dzięki temu detal trafia do klienta gotowy do montażu, z dokumentacją i bez konieczności zlecania czegokolwiek na zewnątrz.
FAQ
Czy do produkcji dla automotive konieczny jest branżowy certyfikat jakości?
Certyfikat branżowy ułatwia kwalifikację, ale nie jest jedynym dowodem gotowości. Wielu producentów samochodów dopuszcza dostawców na podstawie własnych audytów procesu i wyników jakościowych. Liczy się, czy dostawca panuje nad procesem: dostarcza PPAP w standardzie, utrzymuje identyfikowalność i przechodzi audyty klienta z wysokim wynikiem zgodności.
Co to jest CpK i jaka wartość jest wymagana w automotive?
CpK to wskaźnik zdolności procesu – mówi, jak bezpiecznie rozkład wymiarów mieści się w tolerancji. W motoryzacji dla cech krytycznych typowo wymaga się CpK na poziomie co najmniej 1,67, podczas gdy w wielu innych branżach wystarcza 1,33. Wyższy CpK oznacza mniejsze ryzyko wyjścia poza tolerancję na dużych wolumenach.
Czy wykrawanie nadaje się do detali elektronicznych z miedzi i mosiądzu?
Tak, i często jest lepszym wyborem niż cięcie laserowe. Prasa tnie mechanicznie, bez strefy wpływu ciepła, więc krawędź jest wolna od tlenków pogarszających przewodność. Dodatkowo daje powtarzalność +-0,02 mm, kluczową dla styków i złączy.
Dlaczego dostawca automotive nie może sam zmienić materiału na tańszy?
Bo każda zmiana – nawet w tej samej normie materiałowej – może wpłynąć na zachowanie detalu i ujawnić się dopiero w eksploatacji. W automotive obowiązuje zarządzanie zmianą: każda istotna zmiana materiału, narzędzia lub procesu wymaga zgłoszenia, oceny wpływu i często ponownego PPAP.
Masz detal do automotive lub elektroniki?
Masz rysunek detalu, wymagania jakościowe i wolumen roczny? Wyślij zapytanie ofertowe – dostaniesz konkretną kalkulację z ceną za sztukę, kosztem narzędzia i informacją, jak spełnimy wymagania Twojej branży.