Wykrojnik to serce procesu wykrawania. Od jego jakości zależy powtarzalność detalu, trwałość produkcji i koszt jednostkowy przez lata eksploatacji. Ale sam wykrojnik to nie wszystko. Równie ważne jest to, gdzie ten wykrojnik powstaje, kto go serwisuje – i co się dzieje, gdy trzeba go naprawić.
Dostawca z własną narzędziownią projektuje, wykonuje i serwisuje narzędzie tam, gdzie na nim produkuje. Konstruktor schodzi na halę, obserwuje, jak wykrojnik pracuje na prasie, i reaguje na bieżąco. Naprawa po awarii trwa dni. Korekta po pierwszych próbach zamyka się w jednym budynku. Dostawca bez własnej narzędziowni zleca te prace na zewnątrz – i każda interwencja to transport, kolejka i tygodnie oczekiwania.
Ten artykuł porównuje trzy modele pozyskania wykrojnika, pokazuje co zmienia własna narzędziownia w codziennej produkcji seryjnej i wyjaśnia, dlaczego to jeden z najważniejszych kryteriów wyboru dostawcy detali wykrawanych. Pełny opis procesu wykrawania – od rysunku po dostawę – znajdziesz w przewodniku: Wykrawanie metali na prasach do 100 ton: kompletny przewodnik.
Czym jest wykrojnik i dlaczego jego jakość determinuje całą produkcję
Wykrojnik to precyzyjne narzędzie stalowe, które nadaje kształt blaszanemu detalowi w prasie. Składa się z matrycy (dolna część z otworem o kształcie detalu), stempla (górna część wciskająca materiał w matrycę) oraz elementów prowadzących, dociskających i podających. W wykrojnikach progresywnych – najbardziej zaawansowanych – detal przechodzi kolejne operacje (wykrawanie, gięcie, formowanie) w jednym narzędziu, posuwany automatycznie paską blachy.
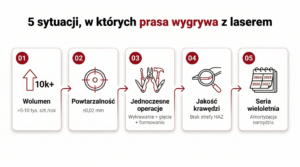
Jakość wykrojnika bezpośrednio determinuje jakość detalu. Tolerancje narzędzia przekładają się na tolerancje produktu. Zużyte lub źle wykonane stempel i matryca generują graty, odchyłki wymiarowe i wady powierzchni. Przy produkcji wielkoseryjnej – tysiącach lub dziesiątkach tysięcy sztuk dziennie – każda wada narzędzia mnoży się przez każdą wytłoczoną sztukę. Detal z odchyłką 0,03 mm przy 10 000 sztuk dziennie to 10 000 potencjalnie wadliwych komponentów.
Dlatego wykrojnik to nie towar, który kupujesz od najtańszego oferenta. To inwestycja, która musi działać stabilnie przez setki tysięcy lub miliony cykli – i musi być serwisowana szybko i kompetentnie, gdy zacznie się zużywać. A zużywa się zawsze – pytanie brzmi: kto i jak szybko na to zareaguje.
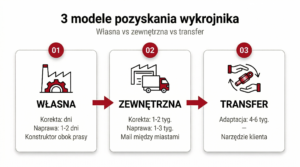
Trzy modele pozyskania wykrojnika
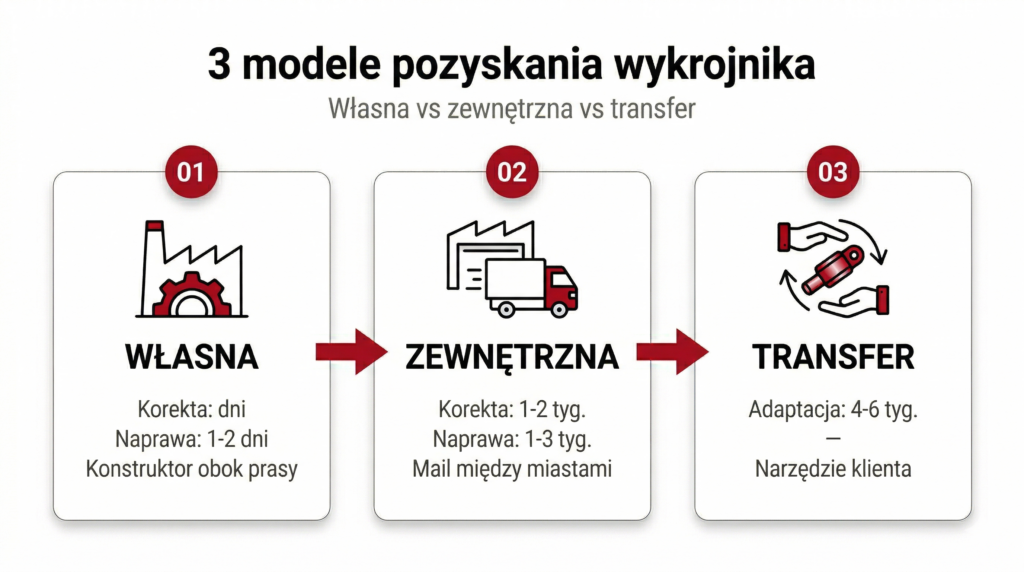
Model A: własna narzędziownia dostawcy
Dostawca projektuje, wykonuje i serwisuje wykrojnik we własnym zakładzie. Konstruktor narzędzia pracuje obok hali produkcyjnej – może obserwować, jak narzędzie zachowuje się na prasie, i reagować na bieżąco. Cały cykl – projekt, wykonanie na elektrodrążarkach drutowych, frezarkach CNC i szlifierkach, próby na prasie, korekta, uruchomienie serii – odbywa się w jednym budynku.
Czas realizacji wykrojnika we własnej narzędziowni: 10 do 12 tygodni od zamówienia do pierwszych próbek. A czas korekty po pierwszych próbach: dni – bo narzędzie nie musi nigdzie jechać, a konstruktor może przyjść na halę i zobaczyć problem na żywo. Czas naprawy awaryjnej: 1-2 dni roboczych – bo narzędziowiec jest za ścianą, nie w innym mieście.
Dodatkowa zaleta: konstruktor narzędzia i inżynier produkcji pracują ramię w ramię. Jeśli podczas prób okazuje się, że detal ma tendencję do sprężynowania po gięciu – konstruktor widzi to w czasie rzeczywistym i koryguje narzędzie tego samego dnia. Nie czeka na raport mailem z opisem problemu – widzi, co się dzieje.
Model B: zewnętrzna narzędziownia na zlecenie dostawcy
Dostawca wykrawania nie ma własnej narzędziowni. Zleca projekt i wykonanie narzędzia firmie zewnętrznej – często w innym mieście, czasem w innym regionie kraju. Narzędzie powstaje na podstawie rysunku technicznego i dokumentacji, bez bieżącego kontaktu z halą produkcyjną dostawcy.
Po wykonaniu wykrojnik przyjeżdża na próbę – i tu zaczynają się problemy. Jeśli narzędzie wymaga korekty (a po pierwszych próbach prawie zawsze wymaga – to normalna część procesu), narzędzie jedzie z powrotem do narzędziowni. Kolejka, naprawa, transport powrotny, ponowna próba. Każda iteracja to tydzień lub dwa. Trzy iteracje – i straciłeś ponad miesiąc, zanim rozpoczniesz produkcję seryjną.
W trakcie produkcji seryjnej scenariusz się powtarza przy każdej regeneracji. Wykrojnik wymaga regularnego ostrzenia stempli i wymiany zużytych elementów. Przy własnej narzędziowni – regeneracja odbywa się między zmianami produkcyjnymi. Przy zewnętrznej – narzędzie jest pakowane, wysyłane, naprawiane, odbierane. Prasa w tym czasie stoi lub produkuje na narzędziu, które powinno już być zregenerowane – generując detale z narastającymi odchyłkami, które w najlepszym razie trafią do sortowania, a w najgorszym – na linię montażową klienta.
Model C: transfer narzędzia od klienta
Klient zmienia dostawcę i przenosi gotowy wykrojnik. To częsty scenariusz – bo wykrojnik jest własnością klienta, niezależnie od tego, kto go wykonał. Transfer narzędzia obejmuje: fizyczne przeniesienie wykrojnika, adaptację do parku maszynowego nowego dostawcy (inne prasy mogą wymagać drobnych modyfikacji oprzyrządowania), próby, raport wymiarowy z laboratorium i zatwierdzenie przez klienta.
Czas od otrzymania narzędzia do uruchomienia produkcji seryjnej: 4 do 6 tygodni u dostawcy z własną narzędziownią – który może samodzielnie dokonać adaptacji. U dostawcy bez narzędziowni – czas jest dłuższy, bo adaptacja wymaga zlecenia na zewnątrz, a każda korekta to dodatkowa pętla logistyczna.
Porównanie: własna vs. zewnętrzna narzędziownia
| Kryterium | Własna narzędziownia | Zewnętrzna narzędziownia |
| Czas realizacji wykrojnika | 10-12 tygodni | Często dłużej (+ logistyka) |
| Czas korekty po próbach | Dni | 1-2 tygodnie (transport + kolejka) |
| Czas naprawy awaryjnej | 1-2 dni | 1-3 tygodnie |
| Komunikacja konstruktor-prasa | Bezpośrednia (ten sam budynek) | Mailowa/telefoniczna |
| Odpowiedzialność za narzędzie | Jedna firma | Dostawca vs narzędziownia |
| Koszt regeneracji | Wliczony w proces | Osobna faktura + transport |
| Transfer narzędzia od klienta | 4-6 tyg. (adaptacja wewn.) | Dłużej (adaptacja zlecona) |
Kluczowa różnica nie jest w samym czasie wykonania wykrojnika – różnica 2-3 tygodni na starcie projektu jest istotna, ale jednorazowa. Kluczowa różnica jest w tym, co dzieje się potem – przez cały okres eksploatacji narzędzia. Każda regeneracja, każda naprawa, każda korekta po zmianie partii materiału – to moment, w którym własna narzędziownia oszczędza tygodnie. W skali roku – miesiące przestojów, które nie wystąpiły.
Co się dzieje, gdy narzędzie się złamie
Awaria wykrojnika w trakcie produkcji seryjnej to scenariusz, który weryfikuje model współpracy bezlitośnie. Pęknięcie stempla, uszkodzenie matrycy, złom elementu prowadzącego – to sytuacje, które przy dużych wolumenach zdarzają się i wymagają natychmiastowej reakcji.
U dostawcy z własną narzędziownią przebieg jest prosty: narzędziowiec diagnozuje problem na hali, demontuje uszkodzony element, wykonuje zamiennik na elektrodrążarce lub frezarce CNC, montuje, testuje. Prasa wraca do pracy w ciągu 1-2 dni roboczych.
U dostawcy bez własnej narzędziowni: narzędzie trzeba zdemontować, zapakować, wysłać do zewnętrznej firmy, opisać problem, czekać na diagnozę, czekać na naprawę, odebrać, zamontować, przetestować. Realistyczny czas: 1-3 tygodnie. W tym czasie klient nie dostaje detali – albo dostaje je z narzędzia zastępczego o gorszych parametrach.
5 czynników wpływających na koszt wykrojnika
1. Złożoność detalu – Im więcej operacji (wykrawanie + gięcie + formowanie + przetłoczenia), tym bardziej złożony wykrojnik. Prosty detal płaski wymaga narzędzia jednooperacyjnego. Detal z czterema gięciami i przetłoczeniami wymaga wykrojnika progresywnego.
2. Typ wykrojnika – Trzy główne typy: wykrojniki progresywne (wielooperacyjne, najwyższa wydajność, najwyższy koszt), wykrojniki z płytą dociskającą – compound (kilka operacji w jednym skoku), wykrojniki jednooperacyjne (najniższy koszt). Więcej o tym, kiedy który typ się opłaca: Laser vs prasa.
3. Wymagane tolerancje – Precyzja ±0,02 mm wymaga innej klasy wykonania niż ±0,1 mm. Większa precyzja = droższe materiały narzędziowe, dłuższy czas obróbki, więcej pomiarów kontrolnych w laboratorium.
4. Wymagane geometrie kształtu – Określona wartościowo symetria i płaskość detali determinują rodzaj wykrojnika i jego złożoność. Detal symetryczny jest prostszy niż detal z asymetrycznymi gięciami w różnych płaszczyznach.
5. Materiał detalu – Wykrawanie stali nierdzewnej zużywa narzędzie szybciej niż wykrawanie stali węglowej. To wpływa na wybór stali narzędziowej – i na koszt wykrojnika. Nierdzewka wymaga twardszych i odporniejszych na ścieranie stali narzędziowych.
Zakres cenowy: od kilku tysięcy złotych za proste narzędzia jednooperacyjne do kilkudziesięciu tysięcy za złożone narzędzia progresywne. Duże, wielozabiegowe wykrojniki – nawet do 120 tysięcy złotych. Pełna analiza kosztów: Ile naprawdę kosztuje wykrawanie detali?
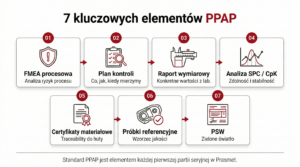
Wpływ narzędziowni na PPAP i dokumentację procesową
Własna narzędziownia nie kończy się na szybszej naprawie. Ma bezpośredni wpływ na jakość dokumentacji procesowej – w tym PPAP.
Gdy konstruktor narzędzia, operator prasy i inżynier jakości pracują w jednym budynku, FMEA procesowa obejmuje ryzyka związane z narzędziem, bo osoba która je projektowała uczestniczy w analizie. Plan kontroli uwzględnia parametry narzędzia: stan stempla, zużycie matrycy, częstotliwość regeneracji. Raport wymiarowy z laboratorium Keyence weryfikuje wymiary po każdej regeneracji i porównuje je z referencją – dając obiektywny dowód, że narzędzie jest w normie.
U dostawcy bez własnej narzędziowni PPAP obejmuje tylko etap produkcji. Narzędzie jest czarną skrzynką – ktoś je zrobił, ktoś je serwisuje, ale dostawca nie kontroluje tego procesu i nie włącza go do analizy ryzyk. Więcej szczegółów na temat PPAP: PPAP w wykrawaniu – dokumentacja w standardzie.
Najczęstsze pytania
Kto jest właścicielem wykrojnika?
Wykrojnik jest własnością klienta. Niezależnie od tego, czy narzędzie wykonano w narzędziowni dostawcy, czy w firmie zewnętrznej – po zapłaceniu klient może zabrać wykrojnik i przenieść go do innego dostawcy. To standard w branży. Dostawca nie może odmówić wydania narzędzia.
Ile wytrzymuje wykrojnik?
Zależne od materiału narzędzia, materiału obrabianego i częstotliwości regeneracji. Wykrojnik z odpowiedniej stali narzędziowej, regularnie regenerowany (ostrzenie stempli, wymiana zużytych elementów), wytrzymuje setki tysięcy do milionów cykli. Kluczowe jest planowe serwisowanie – zanim zużycie zacznie generować wady.
Co się dzieje z narzędziem, gdy zmieniam dostawcę?
Wykrojnik jest transportowany do nowego dostawcy wraz z dokumentacją techniczną. Nowy dostawca adaptuje narzędzie do swojego parku maszynowego, przeprowadza próby, generuje raport wymiarowy i – po zatwierdzeniu – uruchamia produkcję seryjną. U dostawcy z własną narzędziownią: 4-6 tygodni.
Czy własna narzędziownia oznacza droższy wykrojnik?
Niekoniecznie. Dostawca, dla którego narzędziownia jest częścią procesu produkcyjnego, a nie corem biznesowym, często oferuje konkurencyjne ceny narzędzi – bo zarabia na produkcji seryjnej, nie na samym narzędziu. Ważniejsze od ceny wykrojnika jest to, co dzieje się potem: jak szybko narzędzie jest naprawiane, ile kosztuje regeneracja i czy przestój prasy trwa dni czy tygodnie.
Szukasz dostawcy z własną narzędziownią?
W Prasmet cały proces – od projektu wykrojnika, przez jego wykonanie, próby, korektę, uruchomienie produkcji seryjnej, regenerację i serwis – odbywa się w jednym zakładzie. Konstruktorzy pracują obok hali produkcyjnej. Korekta narzędzia zamyka się w dniach. Regeneracja nie wymaga transportu do innego miasta.
Wykrawanie na prasach do 100 ton, galwanizacja w sąsiednim budynku, mycie w myjni próżniowej IFM HMA100, kontrola w laboratorium Keyence, dokumentację PPAP w standardzie – wszystko pod jednym dachem.